Одной из задач
СТДМ ЖАТ является контроль надлежащего выполнения работ по текущему обслуживанию и ремонту устройств автоматики силами сотрудников дистанций
СЦБ. В конце 2000-х гг. вопросам контроля качества технического обслуживания уделялось огромное внимание. Такой контроль, несомненно, необходим, так как зачастую электромеханик
СЦБ выполняет техническое обслуживание по графику технологического процесса недобросовестно (и даже вообще может его не выполнять). Это связано как с загруженностью станции и нежеланием дожидаться «окон» в перевозочном процессе для выполнения той или иной операции по обслуживанию устройства, так и с нежеланием выполнять рутинные работы, результат которых зачастую очевиден. Низкокачественное техническое обслуживание устройств
ЖАТ может привести к серьезным нарушениям в работе всего железнодорожного комплекса.
На основании метода кодирования состояний диагностируемых объектов, описанного выше и в [48], были написаны и внедрены в работу программные модули для системы АПК-ДК. Данные модули позволяют автоматически оценивать качество технического обслуживания устройств автоматики в дистанциях
СЦБ.
Первыми объектами внедрения технологии программного анализа качества технического обслуживания стали станции и перегоны Октябрьской и Московской железных дорог. В 2007-2009 гг, был проведен ряд экспериментов на серверах обработки диагностической информации в дистанциях СЦБ.
Одним из важных мероприятий по техническому обслуживанию является проверка централизованных стрелок на плотность прилегания остряков к рамным рельсам. В соответствии с [120] запрещается эксплуатация стрелочных переводов, у которых допускается запирание стрелки при отставании остряка от рамного рельса на 4 мм и более, это отступление измеряется у остряка напротив первой тяги. Невыполнение данного условия может привести к сходу подвижного состава на стрелочном переводе. Именно с целью исключения такой ситуации работниками дистанций пути и
СЦБ производится проверка стрелочных переводов на плотность прижатия остряков к рамным рельсам. При этом проверяется невозможность замыкания каждой централизованной стрелки при закладке между остряком и рамным рельсом щупа толщиной 4 мм. Проверка производится в свободное от движения поездов время или в специальное «технологическое окно». Стрелки проверяют с применением имеющихся в наличии средств связи по согласованию с дежурным по станции (ДСП).
Перевод стрелки осуществляется ДСП по требованию электромеханика (бригадира пути) (например, поворотом рукоятки коммутатора управления стрелкой при работе с релейной ЭЦ). Электромеханик устанавливает щуп толщиной 4 мм между остряком и рамным рельсом напротив первой меж-остряковой (связной) тяги для стрелок без внешних замыкателей, а для стрелок с внешним замыкателем - по оси рабочей сережки. Проверка осуществляется в нормальном (плюсовом) и переведенном (минусовом) положениях стрелок.
При закладке между остряком и рамным рельсом щупа толщиной 4 мм
стрелка замыкаться не должна, также не должно контролироваться окончание перевода на аппарате управления в плюсовом и минусовом положениях. При этом электропривод должен продолжать работать на фрикцию.
При закладке между остряком и рамным рельсом щупа 2 мм стрелка без внешних замыкателей должна переводиться нормально, на аппарате управления должна быть индикация контроля окончания перевода, при этом шибер электропривода не должен заклиниваться.
Для автоматизации фиксирования факта технического обслуживания на стрелке был применен метод кодирования состояний диагностируемых объектов. Использовалось множество диагностических параметров, получаемых АПК-ДК. Диагностическая информация от стрелки включает: данные о контроле крайнего положения стрелки (эту информацию получают от измерительных контроллеров ПИК-120 или КДС-120, подключаемых к лампам пульта-табло или к свободным контактам реле контроля положения стрелки ПК и МК), а также аналоговые данные от имеющихся на станции измерительных контроллеров КДУПС, АДСП, ADAM-3014 и т. п.
Для автоматизации контроля факта технического обслуживания потребовалась диагностическая информация о контроле крайнего положения стрелки. Данная информация выводится в окне
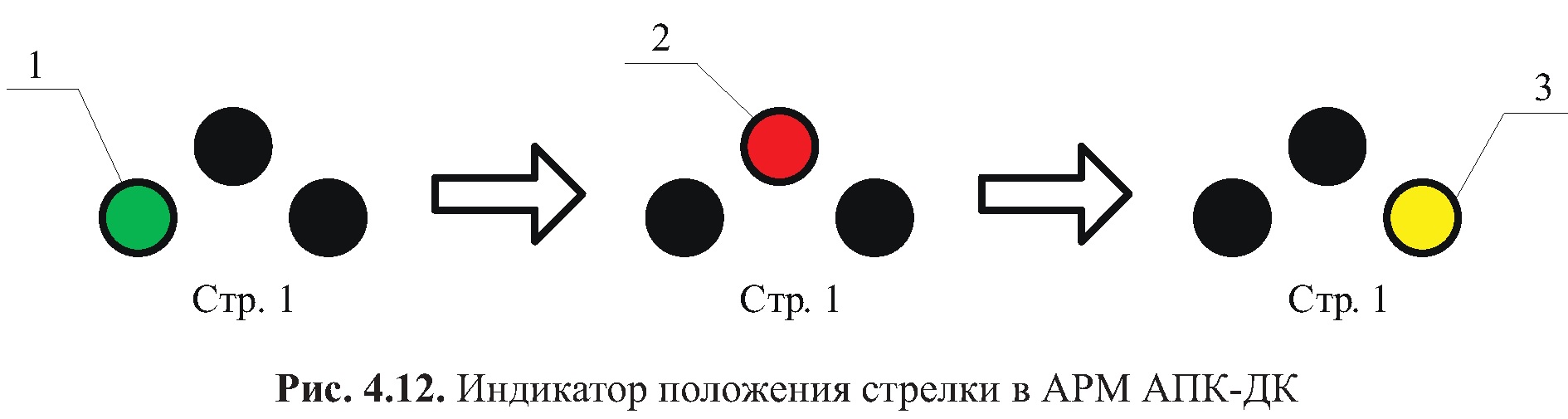
АРМ АПК-ДК в виде ячеек коммутатора положений (рис. 4.12).
Коммутатор содержит информацию о плюсовом (зеленый цвет ячейки, цифра 1 на рис. 4.12) и минусовом (желтый цвет ячейки, цифра 3 на рис. 4.12) положениях, а также о потере контроля стрелки (красный цвет ячейки, цифра 2 на рис. 4.12). При переводе стрелки из какого-либо крайнего положения (минусового либо плюсового) ячейка текущего состояния гаснет (становится черной), загорается ячейка потери контроля и, по завершении перевода стрелки, загорается ячейка окончательного состояния. В нормальном состоянии горит только один индикатор.
В случае изменения состояния индикатора коммутатора стрелки при соблюдении технологии технического обслуживания СТДМ способны автоматически фиксировать факт его проведения. Подобные изменения четко определены по последовательности возникновения и продолжительности воздействия.
Для формализации алгоритма были поставлены следующие условия:
- 1. Стрелка должна находиться в одном из крайних положений на момент начала технического обслуживания.
- 2. Во время перевода стрелки и закладки щупа не должна нарушаться связь устройств ЖАТ с измерительными контроллерами и средствами передачи ее на уровень обработки (должны надежно работать все элементы СТДМ ЖАТ).
- 3. Время проверки стрелки ограничивается 120 секундами.
Для каждого объекта диагностирования измерительный контроллер в системе АПК-ДК получает с некоторым периодом диагностирования данные о четырех дискретных состояниях (см. раздел 3):
- 1 - активное состояние сигнала датчика измерительного контроллера («логическая единица»);
- 2 - пассивное состояние сигнала датчика измерительного контроллера («логический ноль»);
- 3 — попеременное изменение значений сигнала датчика измерительного контроллера с активного на пассивное состояние («мигание»);
- 4 — неопределенное состояние сигнала датчика измерительного контроллера («потеря диагностической информации, отказ средств СТДМ ЖАТ»).
Состояние № 3 соответствует режиму мигания индикатора на
АРМ АПК-ДК, состояние № 4 означает отсутствие диагностических данных. Таким образом, значимыми для создания логико-временной модели в программном обеспечении АПК-ДК являются состояния № 1 и № 2 — они фактически определяют цвет коммутатора в технологическом окне АРМ АПК-ДК.
После фиксации состояний № 1 и № 2 датчиков измерительного контроллера ПИК-120 каждое возможное состояние коммутатора было закодировано натуральным двоичным кодом (табл. 4.4). Таким образом, каждому набору формирующихся во времени с периодом диагностирования двоичных векторов была поставлена в соответствие технологическая ситуация в работе
АПК-ДК.
Последовательность смены во времени технических состояний железнодорожной стрелки удобно описать графом. Такой граф, например, показан на рис. 4.13 для последовательности смены состояний при переводе стрелки из плюсового положения в минусовое. В программное обеспечение АПК-ДК, разработанной в лаборатории «Автоматизация технического обслуживания» кафедры «Автоматика и
телемеханика на железных дорогах» ПГУПС, был добавлен специальный редактор проектировщика логико-временных моделей, как раз работающий с графом. Предполагалось, что опытный технолог дистанции
СЦБ или ситуационного центра сам сможет добавлять новые логиковременные модели, а также отлаживать работу уже имеющихся в базе данных моделей с учетом особенностей объекта диагностирования.
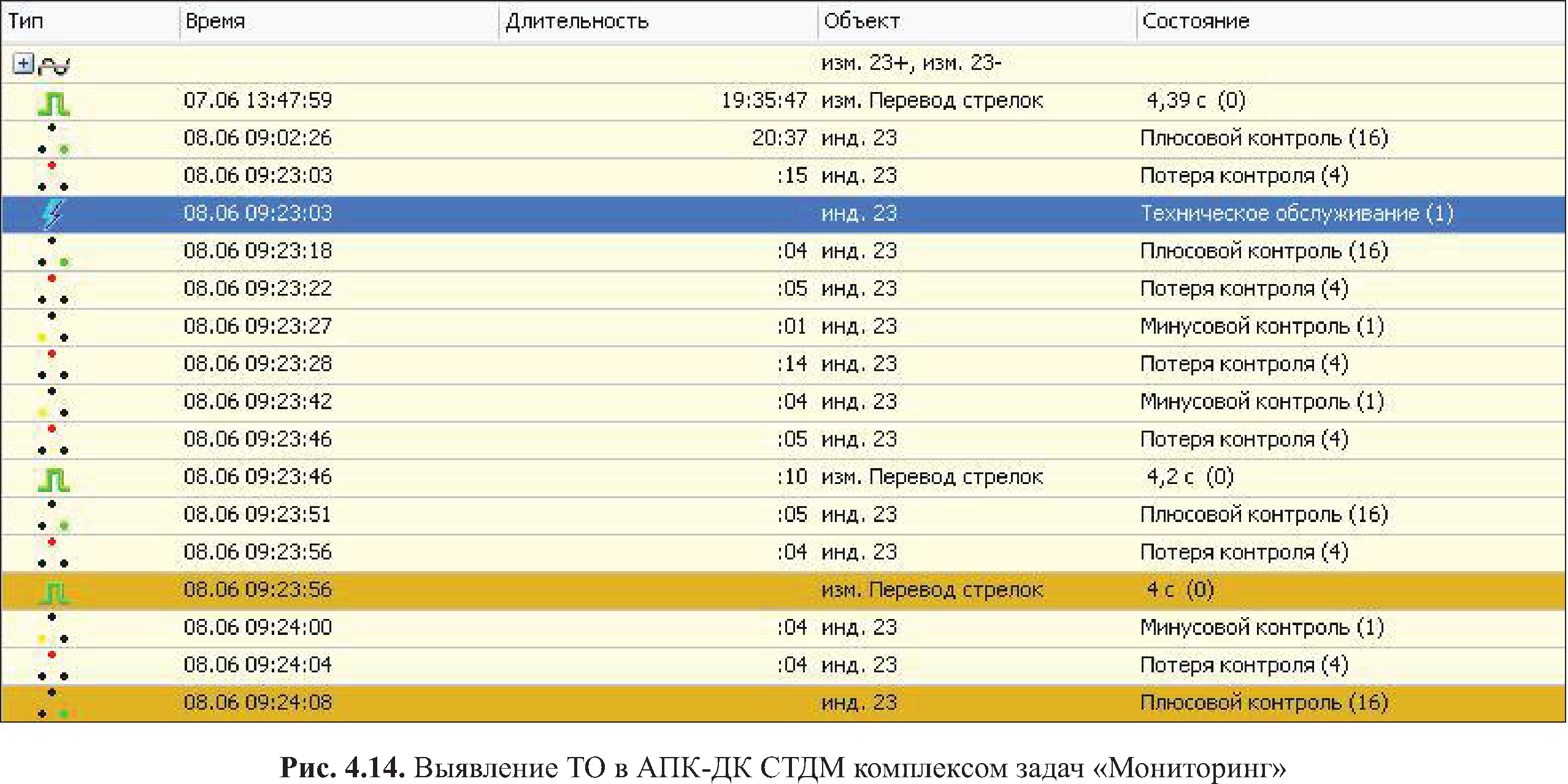
Для соблюдения технологии проверки, при которой происходит выявление технического обслуживания, была разработана последовательность действий ДСП и технического персонала (рис. 4.14) [43]:
1. Начальное состояние - плюсовое положение стрелки.
2. Закладка щупа шириной 4 мм; перевод стрелки в минусовое положение; неполучение контроля минусового положения; работа двигателя электропривода на фрикцию; возврат стрелки в плюсовое положение; выемка щупа.
3. Перевод стрелки в минусовое положение (возможны переводы в течение двух минут), главное - перевести стрелку в противоположное состояние.
4. Закладка щупа шириной 4 мм; перевод стрелки в плюсовое положение; неполучение информации о контроле плюсового положения, работа двигателя электропривода на фрикцию; возврат стрелки в минусовое положение.
В случае ошибочных действий электромеханика (ДСП) алгоритм повторяется заново.
Приведенная выше технология обслуживания железнодорожных стрелок была адаптирована и внедрена в программное обеспечение АПК-ДК СТДМ на диагностических серверах линии Санкт-Петербург 一 Москва в 2009— 2010 гг. Это повысило эффективность технического обслуживания железнодорожных стрелок.
Процедура адаптации алгоритма, повторяющего граф (см. рис. 4.13), проста и состоит лишь в назначении индикаторам коммутаторов стрелок идентификационных номеров из базы данных СТДМ вручную. Это следует из того, что граф переходов является универсальным 一 требуется лишь единожды разработать такой аппарат обработки данных (поскольку коммутаторы всех стрелок имеют одинаковые множества состояний). Позднее был разработан программный модуль, позволяющий автоматически применять алгоритм выявления технического обслуживания ко всем объектам типа «коммутатор» в программном обеспечении АПК-ДК.
В ходе тестирования новой методики мониторинга автором совместно с инж. Н. А. Богдановым был проведен ряд экспериментов, позволяющих проверить корректность разработанного программного обеспечения.
На рис. 4.14 и 4.15 приведены примеры фиксации фактов технического обслуживания стрелок средствами АПК-ДК СТДМ. В программном обеспечении комплекса задач «Мониторинг», в модуле «Отказы» добавлена возможность фиксации факта технического обслуживания железнодорожной стрелки. На рис. 4.14 для примера показано технологическое окно модуля «Отказы» с выявленными событиями обслуживания стрелок.
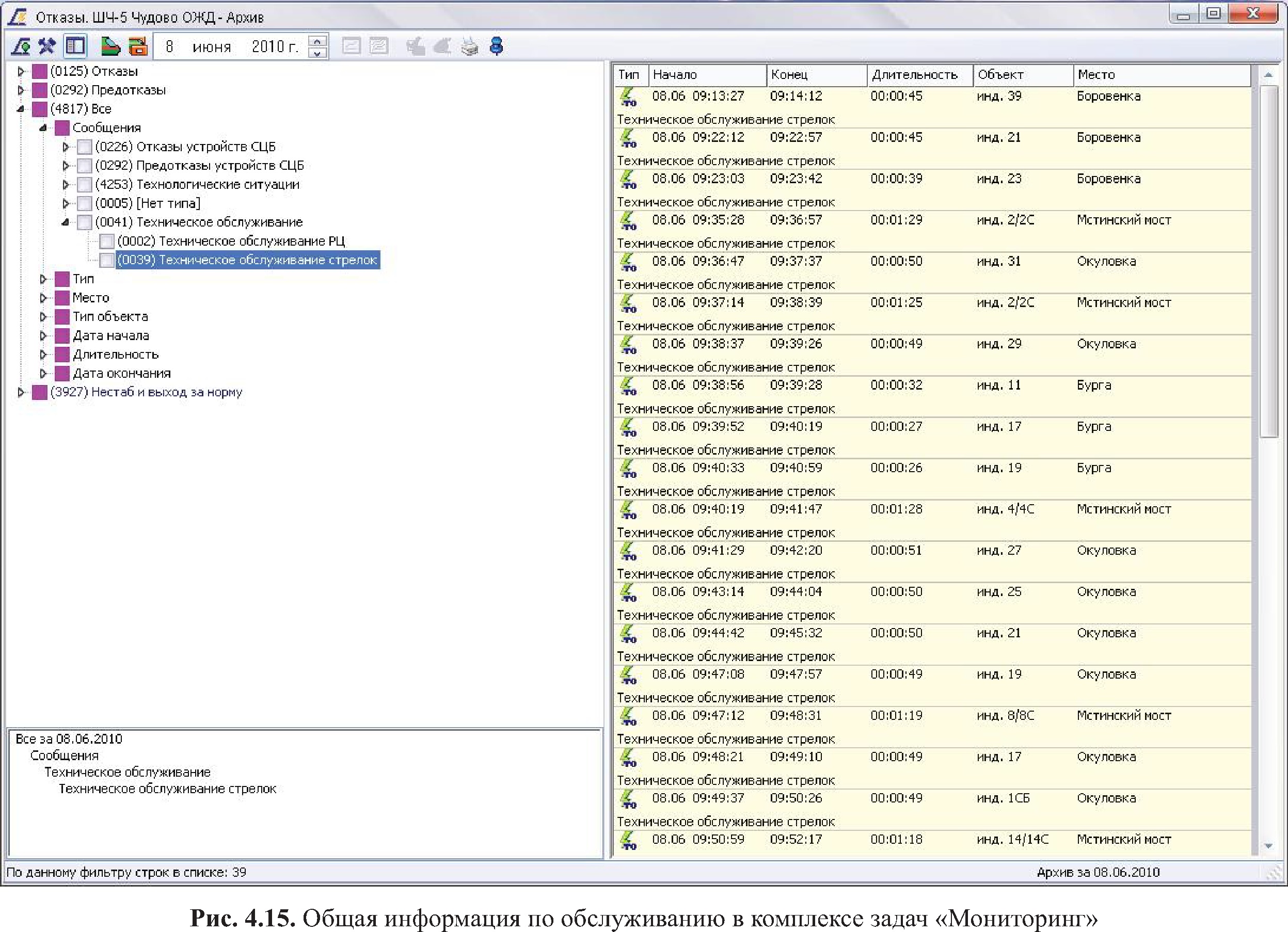
Общая информация по дистанциям
СЦБ в комплексе «Мониторинг» выводится в виде окна специального назначения (см. рис. 4.15). Просмотр данной информации позволяет определить, на каких
стрелках каких станций производилось техническое обслуживание, и, следовательно, повысить надежность работы стрелок за счет «наблюдения» за процедурой их обслуживания.
К примеру, на рис. 4.15 приводится диагностическая информация по станциям Чудовской дистанции
СЦБ Октябрьской железной дороги: за период времени с 9:00 до 10:00 8 июня 2010 г. на станциях Чудовской дистанции СЦБ было выявлено 39 случаев технического обслуживания стрелок. Данная информация заносится и хранится в модуле отказов программного обеспечения АПК-ДК СТДМ.
Отметим плюсы и минусы внедренной в программное обеспечение
АПК-ДК СТДМ технологии автоматизации контроля фактов технического обслуживания железнодорожных стрелок.
Помимо расширения диагностических возможностей СТДМ, достоинствами автоматизированного выявления технологических ситуаций следует считать низкую стоимость производства работ по вводу в действие новых функций, поскольку не требуются дополнительное оборудование и автоматизация на стадии проектирования и адаптации алгоритмов находится на высоком уровне. Кроме того, несомненным плюсом является то, что использована только имеющаяся в АПК-ДК информация. Другими словами, повышена эффективность технического диагностирования и мониторинга за счет использования имеющихся в арсенале разработчика АПК-ДК диагностических данных.
В качестве недостатка следует упомянуть увеличение количества программных модулей в АПК-ДК и необходимость кропотливой работы технолога по назначению номеров датчиков измерительных контроллеров в специальном редакторе проектировщика проектов АПК-ДК на первых этапах технологии алгоритмизации процесса контроля надлежащего проведения технического обслуживания.