



|
|
|
|
#1 (ссылка) |
|
ст. Баджал







Регистрация: 21.07.2009
Сообщений: 7,818
Поблагодарил: 790 раз(а)
Поблагодарили 994 раз(а)
Фотоальбомы:
47 фото
|
Тема: Припои применяемые на заводах
Заинтересовало, что используют (ПОС?) монтажница при пайке стативов. И есть ли нормы и требования к пайке.
|
|
|
Цитировать 0 |
| Комментариев к сообщению: 1 (нажмите, чтобы увидеть) Нажмите здесь, чтобы написать комментарий к этому сообщению |
|
|
#2 (ссылка) | |
|
ст. Баджал
Автор темы
Регистрация: 21.07.2009
Сообщений: 7,818
Поблагодарил: 790 раз(а)
Поблагодарили 994 раз(а)
Фотоальбомы:
47 фото
|
Цитата:
Дефекты паянных соединений. В паяном соединении выявлены дефекты несплошностей (усадочные и газовые поры, трещины, раковины, эрозия)….Вопрос о допустимости дефектов, решается сравнением с эталонами на такие дефекты… Дефекты влияют на вибрационную прочность сопротивления усталости соединений и их электрокоррозионную стойкость...Химическая эрозия паяемого материала при пайке. Рост прослоек химических соединений в паяных швах. Охрупчивание паяемого металла в контакте с жидким припоем. Совместимость паяемого металла с припоем.Вообщем Букварь оказался ого-го! Вот и мой вопрос к заводчанам- как у вас технология пайки? Наука или и так сойдёт? |
|
|
|
Цитировать 0 |
|
|
#3 (ссылка) |
|
Super V.I.P.

Регистрация: 26.07.2009
Сообщений: 2,635
Поблагодарил: 323 раз(а)
Поблагодарили 584 раз(а)
Фотоальбомы:
1 фото
|
ИМХО, что не везде можно применять припой ПОС-40. Простой пример. Возьмите прутки припоя ПОС-40 и ПОС-61 и попробуйте их согнуть несколько раз. ПОС-40 сразу же ломается. Мы весь монтаж и разьемы на стативах, установленных на вагонах паяем только припоем ПОС-61. Электрики же используют припой ПОС-40 для облуживания силовых проводов.
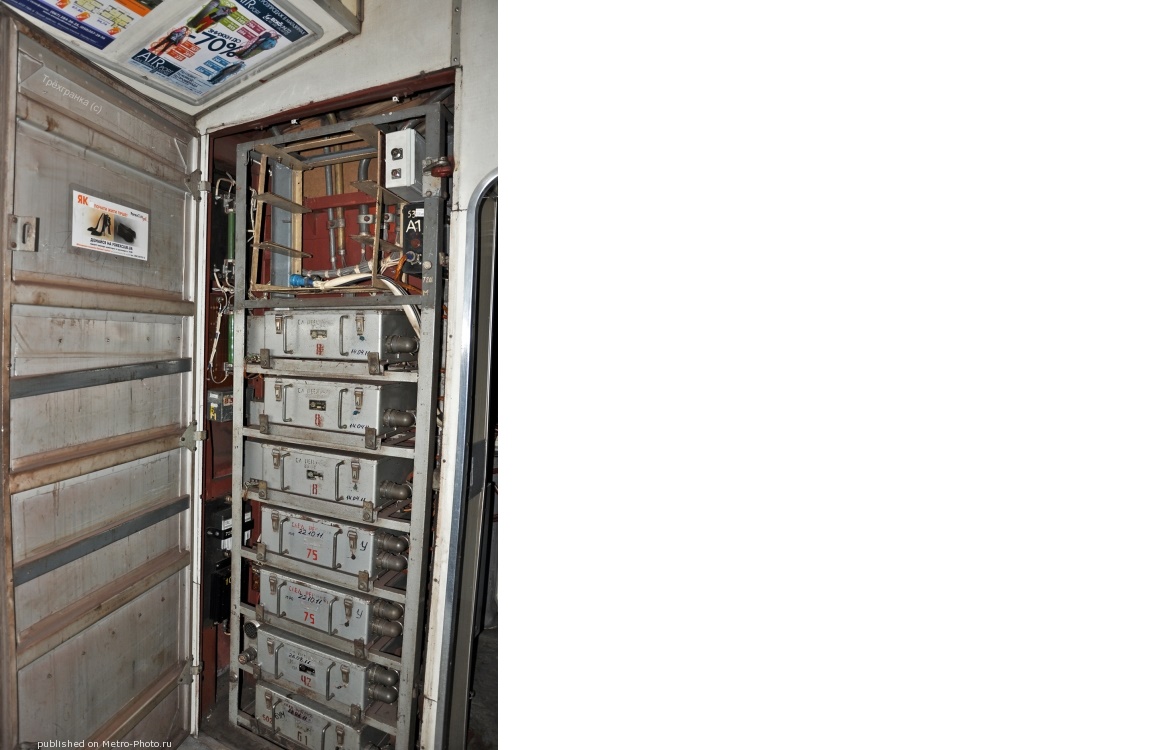 Статив АРС вагона метрополитена
__________________
ДАЙ ВАМ БОГ ТО - ЧЕГО ВЫ ЖЕЛАЕТЕ ДРУГИМ!  
|
|
|
Цитировать 0 |
|
|
#4 (ссылка) | |
|
ст. Баджал
Автор темы
Регистрация: 21.07.2009
Сообщений: 7,818
Поблагодарил: 790 раз(а)
Поблагодарили 994 раз(а)
Фотоальбомы:
47 фото
|
Цитата:
|
|
|
|
Цитировать 0 |
|
|
#5 (ссылка) |
|
Super V.I.P.
Регистрация: 26.07.2009
Сообщений: 2,635
Поблагодарил: 323 раз(а)
Поблагодарили 584 раз(а)
Фотоальбомы:
1 фото
|
Никаких методичек нет и не было. Оборудование такое, что все разрабатываем сами начиная от перечней работ и заканчивая техпроцессами. Раньше все утверждалось через Главк метрополитенов при МПС. Теперь же, когда все похерено и есть только Ассоциация метрополитенов, куда руководство раз в год съезжается на грандиозные симпозиумы Симпо́зиум (лат. symposium от др.-греч. συμπόσιον — «пиршество») — совещание, научная конференция по какому-либо научному вопросу (обычно с участием представителей разных стран), приходится все разрабатывать и утверждать на уровне службы или руководства метрополитена. Всю литературу начиная от рядового электромеханика и заканчивая инженером-технологом службы прочесываем в интернете.
Насчет флюса. Покупаем готовые флюсы на радиобазаре для пайки плат. А если есть острая необходимость, то растворяем канифоль в спирте. Лучшего средства чем канифоль в спирте и не придумать. Пайка хватается намертво. "Холодных" паек вообще нету. Жгуты проводов обматываем лакотканью и изоляция на них даже после 30 лет эксплуатации как новая. Паяльники. Для пайки разъемов используем паяльники на 40 Вт. Чтобы влезть таким паяльником между ножками разъема специально жало затачиваю на конус с площадкой для припоя. Для больших разъемов применяем паяльник на 60 - 100 Вт в зависимости от сечения и количества проводов. Если в малых разъемах провода сечением 0,35 мм2, в больших могут быть провода и 0,35 мм2 и даже несколько 2,5 мм2
__________________
ДАЙ ВАМ БОГ ТО - ЧЕГО ВЫ ЖЕЛАЕТЕ ДРУГИМ!
Последний раз редактировалось APCnik; 20.05.2014 в 13:58. |
|
|
Цитировать 0 |
|
|
#6 (ссылка) |
|
ст. Баджал
Автор темы
Регистрация: 21.07.2009
Сообщений: 7,818
Поблагодарил: 790 раз(а)
Поблагодарили 994 раз(а)
Фотоальбомы:
47 фото
|
APCnik, обстоятельно. Спасибо.
Получается, на сегодня в СЦБ, требований к паяльным соединениям проводов нету. Проверить и дефектировать это не получается. Только на глазок. |
|
|
Цитировать 0 |
|
|
#7 (ссылка) |
|
Super V.I.P.
Регистрация: 26.07.2009
Сообщений: 2,635
Поблагодарил: 323 раз(а)
Поблагодарили 584 раз(а)
Фотоальбомы:
1 фото
|
Для электроаппаратного цеха нами самостоятельно разработана методика прокладки монтажа, его увязка в жгуты, соединение проводов пайкой, с помощью наконечников и для разъемов Vago, а также для реле и контакторов, которые находятся на вагонах метрополитена. Однако это не сертифицированная методичка и поэтому ее навязывать никому не буду, так сказать литература для внутреннего пользования.
__________________
ДАЙ ВАМ БОГ ТО - ЧЕГО ВЫ ЖЕЛАЕТЕ ДРУГИМ!
|
|
|
Цитировать 0 |
| Комментариев к сообщению: 1 (нажмите, чтобы увидеть) Нажмите здесь, чтобы написать комментарий к этому сообщению |
| Поблагодарили: |
Данный пост получил благодарности от пользователей
|
|
|
#8 (ссылка) | |
|
ст. Баджал
Автор темы
Регистрация: 21.07.2009
Сообщений: 7,818
Поблагодарил: 790 раз(а)
Поблагодарили 994 раз(а)
Фотоальбомы:
47 фото
|
Цитата:
Нужно эту пайку описать в требованиях, допустим в ГОСТ Р 50571.5.52 |
|
|
|
Цитировать 0 |
| Комментариев к сообщению: 7 (нажмите, чтобы увидеть) Нажмите здесь, чтобы написать комментарий к этому сообщению |
|
|
#9 (ссылка) |
|
Старший системный механик

Регистрация: 11.04.2011
Адрес: Возле железки, шестьдесят лет...
Сообщений: 808
Поблагодарил: 117 раз(а)
Поблагодарили 173 раз(а)
Фотоальбомы:
не добавлял
Репутация: 396
|
Для ручной пайки монтажных проводов применяются припои типа Пос-61; никак не 40. Никаких активных припоев. Поверхность должна быть блестящей и иметь плавную форму; без отсутствия следов флюса. Острые концы означают недостаток флюса. Серая поверхность означает недогрев и слишком быстрое охлаждение (не надо дуть на место пайки!).Наиболее надёжный способ - подёргать как следует за проводок. Нормально припаянный не оторвётся.
Наш технолог задавал такое задание: спаивается конструкция из медной проволоки 1,5 кв, в виде двух окружностей диаметром 50мм, соединенных 4-мя вертикальными перемычками длиной 50 мм. Нахлёст 10 мм. Короче, при правильной пайке - поставим образовавшийся цилиндр вертикально и хлопаем по нему сверху до полного сплющивания. При правильной пайке медь гнётся, а пайка сохраняется. ___ Меня olega88 культурно поправил: активный флюс, конечно! Хлористый цинк абсолютно противопоказан для электротехнических паек.
__________________
 ... ...
Последний раз редактировалось Rustmaker; 20.05.2014 в 22:07. |
|
|
Цитировать 1 |
| Поблагодарили: |
Данный пост получил благодарности от пользователей
|
|
|
#10 (ссылка) | |
|
Super V.I.P.

Регистрация: 23.08.2009
Возраст: 42
Сообщений: 1,614
Поблагодарил: 540 раз(а)
Поблагодарили 242 раз(а)
Фотоальбомы:
не добавлял
Репутация: 440
|
Цитата:
__________________

|
|
|
|
Цитировать 0 |
| Поблагодарили: |
Данный пост получил благодарности от пользователей
|
|
|
#11 (ссылка) | |
|
Super V.I.P.

Регистрация: 16.02.2012
Сообщений: 5,300
Поблагодарил: 6723 раз(а)
Поблагодарили 979 раз(а)
Фотоальбомы:
не добавлял
Репутация: 1704
|
Цитата:
|
|
|
|
Цитировать 0 |
| Комментариев к сообщению: 3 (нажмите, чтобы увидеть) Нажмите здесь, чтобы написать комментарий к этому сообщению |
|
|
#12 (ссылка) |
|
Super V.I.P.

Регистрация: 26.09.2010
Возраст: 46
Сообщений: 4,310
Поблагодарил: 200 раз(а)
Поблагодарили 681 раз(а)
Фотоальбомы:
13 фото
Репутация: 945
|
Блин, 19 век... Канифоль, хлористый цинк... Среди флюсов прогресс просто дикий, после канифольных углей.
|
|
|
Цитировать 0 |
| Комментариев к сообщению: 16 (нажмите, чтобы увидеть) Нажмите здесь, чтобы написать комментарий к этому сообщению |
|
|
#13 (ссылка) | |
|
Super V.I.P.

Регистрация: 18.04.2009
Сообщений: 575
Поблагодарил: 100 раз(а)
Поблагодарили 98 раз(а)
Фотоальбомы:
12 фото
Репутация: 45
|
Цитата:
__________________
"Есть две бесконечные вещи - вселенная и человеческая глупость. Хотя, насчет вселенной я сомневаюсь..." (С) А.Эйнштейн |
|
|
|
Цитировать 0 |
|
|
#14 (ссылка) |
|
Кандидат в V.I.P.

Регистрация: 11.03.2010
Сообщений: 32
Поблагодарил: 2 раз(а)
Поблагодарили 7 раз(а)
Фотоальбомы:
не добавлял
Репутация: 0
|
В свое успел поработать радиомонтажником на оборонном заводе, требование к качеству пайки в Советское время было очень серьезное ОТК следило. У нас применялись припои:
Припой ПОС(припой олово-свинец) -61, 61,30,40 -процентное содержание олова кажется.Припой ПОСК- с примесью кадмия. У каждого припоя своя температура плавления.Температура жала паяльника измеряется прибором -пирометром. Паяли флюсом-канифоль со спиртом и еще примеси, не помню. Многожильные провода зачищали специальными приспособлениями, чтоб ни одну жилку не повредить, бокорезами только откусывали провода. Пайка должна быть блестящей, гладкой, не иметь раковин. |
|
|
Цитировать 0 |
| Комментариев к сообщению: 9 (нажмите, чтобы увидеть) Нажмите здесь, чтобы написать комментарий к этому сообщению |
| Поблагодарили: |
Данный пост получил благодарности от пользователей
|
|
|
#15 (ссылка) |
|
Завод изготовитель

Регистрация: 18.04.2011
Адрес: Камышлов
Сообщений: 171
Поблагодарил: 60 раз(а)
Поблагодарили 115 раз(а)
Фотоальбомы:
16 фото
Репутация: 21
|
На заводе, как говорилось выше, требования к пайке определены РТМ. С применением требований РТМ создан технологический процесс для пайщиц (как, что и чем делать, какие материалы и режимы работы должны быть). В нем же указаны и требования к конечному продукту (паяному соединению) на основе РТМ. Припои применяются ПОС-40 и ПОС-60 в зависимости от изделия, флюс ЛТИ-120 и сприт. Все как у Вас.
Отмечу, что в этом разделе есть тема по беспаечной розетк. Там пайка не нужна. |
|
|
Цитировать 1 |
| Поблагодарили: |
Данный пост получил благодарности от пользователей
|
| Ответить в этой теме Перейти в раздел этой темы Translate to English |
| Возможно вас заинтересует информация по следующим меткам (темам): |
| , |
| Здесь присутствуют: 1 (пользователей: 0 , гостей: 1) | |
|
|








