



|
|
|
|
#1 (ссылка) |
|
Кандидат в V.I.P.







Регистрация: 15.05.2015
Сообщений: 209
Поблагодарил: 0 раз(а)
Поблагодарили 6 раз(а)
Фотоальбомы:
не добавлял
Репутация: -5
|
Тема: [10-1999] Рациональная организация перетяжки бондажейРациональная организация перетяжки бондажей Опыт депо Сызрань. 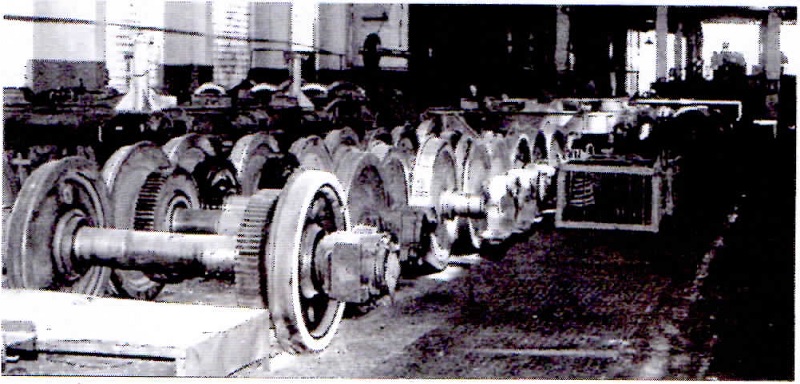 Комплекс мероприятий, связанных с Созданием отделения перетяжки бандажей колесных пар, начали осуществлять в 1993 г. Работы возглавил главный инженер Д.П. Шошин. При содействии службы локомотивного хозяйства Куйбышевской дороги в депо были поставлены карусельный станок 1Е516ПФ2Н для расточки внутренней полости бандажа, токарный станок ДИП-500 для вырезки бандажного кольца, пресс для закатки буртов бандажа ПБ-7730, дефектоскопы для магнитного и ультразвукового контроля. Специалисты НПП “Транспорт” помогли приобрести приборы контроля температуры нагрева бандажей, а также необходимый перечень измерительных, поверочных инструментов и приборов. Поступающее оборудование размещали по тщательно продуманной схеме (рис. 1). 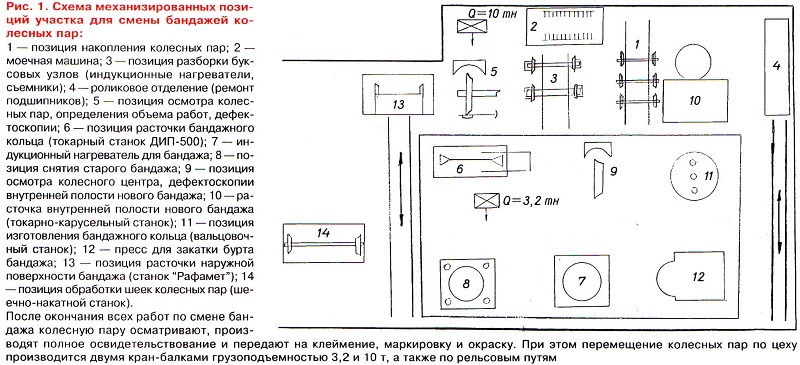 Технология работ в колесном цехе депо Сызрань, созданная с широким использованием типового и изготовленного силами рационализаторов оборудования, повышает производительность, технику безопасности, культуру труда. Вот несколько технических идей, реализованных в механизмах и приспособлениях. В процессе перетяжки бандажей, как известно, необходима операция напрессовки их на колесную пару. Согласно инструкции по формированию и содержанию колесных пар, бандаж перед напрессовкой должен быть нагрет до 300 °С.Рационализаторы предложили для этих целей использовать индукционный нагреватель. Он представляет собой опорное кольцо, забетонированное в фундамент. На кольце располагаются 12 магнитопроводов, полюса которых набраны из тонколистовой трансформаторной стали и закреплены стяжками. На кольце магнитопроводы закреплены специальными захватами. На нижних плитах магнитопровода расположена электромагнитная катушка, представляющая собой бухту из 26 витков изолированного провода. Нагревается бандаж до необходимой температуры токами Фуко. Верхние плиты магнитопровода перемещаются относительно центра нагревателя при установке бандажа для нагрева и затем его снятия. Перемещение верхних плит осуществляется по направляющим с использованием 12 пневмоцилиндров, которые работают от цеховой сети сжатого воздуха. Управляют пневмоцилиндрами от распределительного крана. Время нагрева бандажа составляет 40 мин. Вместо типового станка для радиального изгиба бандажных колец, внедрение которого связано с затратами на приобретение, сложностями размещения и отладки, рационализаторы создали приспособление собственной конструкции. Оно выполнено на базе вышедшего из строя листогибочного станка, точнее его рабочего органа — вальцов. Предварительно провели ревизию станка, а также заменили его рабочие детали. Изношенные валки со станка убрали и вместо них установили новые длиной не 1600 мм, а 200, на которые насадили валики с ручьями для размещения и вальцовки бандажного кольца. Затраты на переоборудование станка получились минимальные. При проведении контроля технического состояния бандажей после механической обработки их приходится поворачивать на определенный угол относительно дефектоскопа. В дефектоскопии бандажей. Он представляет собой основание, на котором смонтированы два опорных ролика — ведущий и ведомый. Ролики вращаются на осях, установленных в опорах с подшипниками скольжения. Бандаж располагают на роликах в вертикальном положении. Чтобы предупредить его случайное опрокидывание, вокруг бандажа смонтировали две поддерживающие стойки, сваренные из труб. В качестве привода ведущего ролика используется привод приспособления для вальцовки бандажных колец. С этой целью основание стенда приварили к раме приспособления, а передачу крутящего момента осуществили с помощью клиноременной передачи. Ведущим шкивом является один из валиков приспособления для вальцовки. Ведомый шкив смонтирован в опорах, закрепленных на общей раме, и соединен торсионным валом с ведущим роликом стенда для дефектоскопии. Управление приводом производится кнопочной станцией. Таким образом, отпадает необходимость в изготовлении и монтаже привода стенда, значительно упрощается конструкция стенда, снижаются затраты на его изготовление. Контроль бандажей на стенде ведут с использованием седлообразного дефектоскопа. В процессе снятия и установки очередного бандажа на стенд приходится соответственно убирать и устанавливать дефектоскоп в рабочую зону вручную (его масса 22 кг). Чтобы облегчить труд оператора, механизировали перемещение дефектоскопа ДГС-М-53. 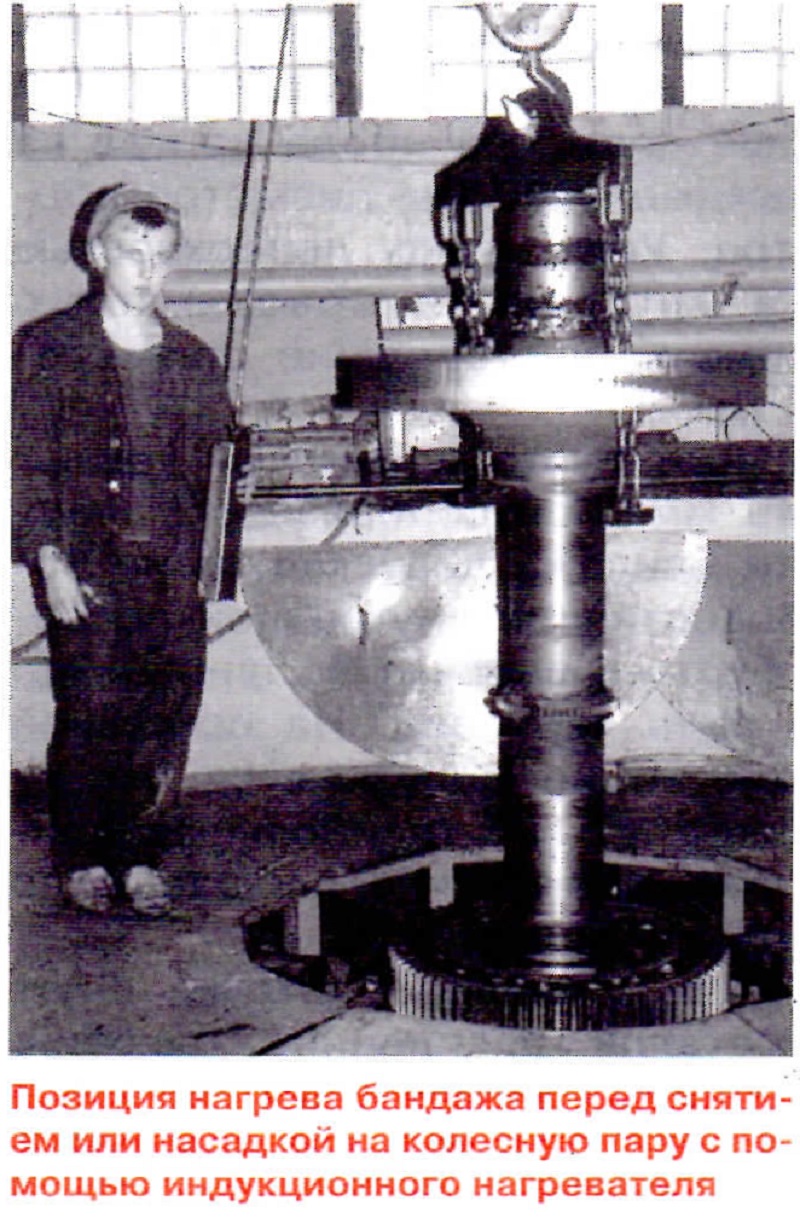  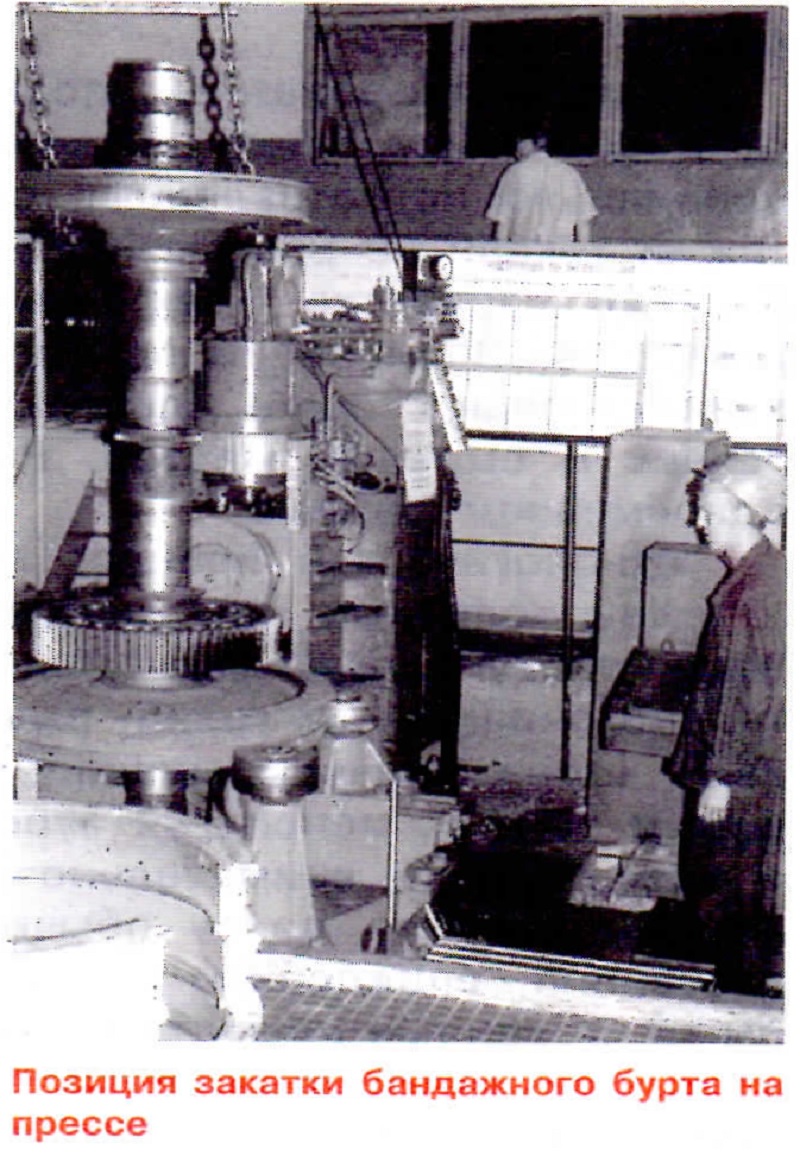 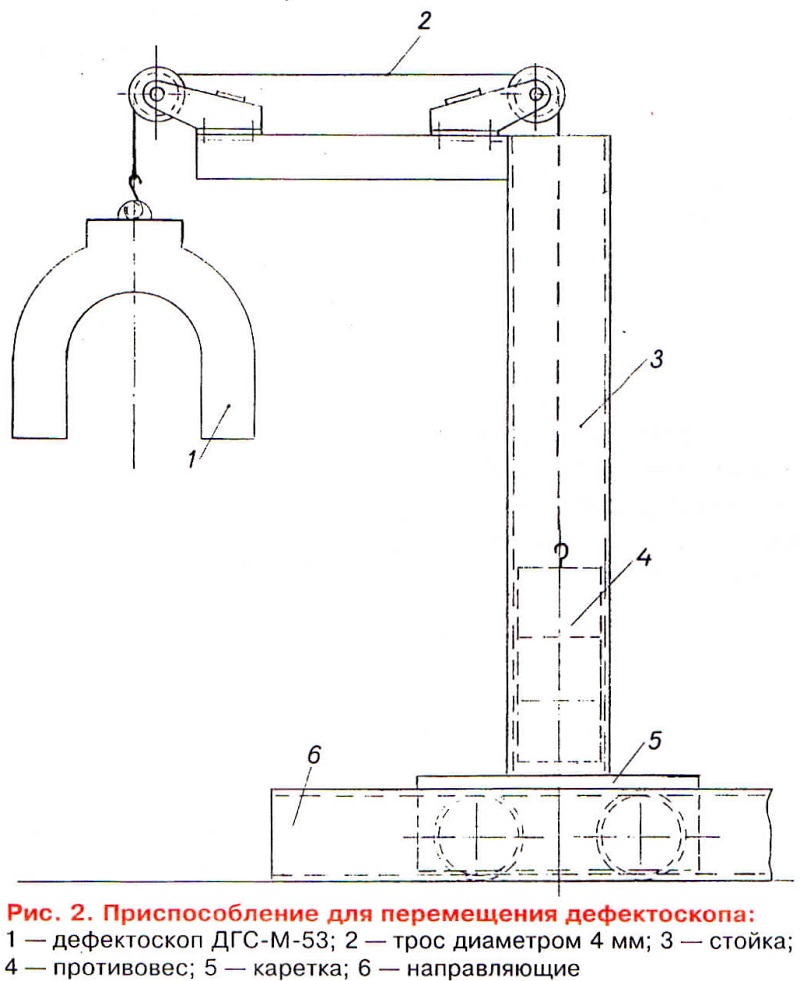 На механизированных позициях колесного цеха перетяжку бандажей колесных пар ведут специально подготовленные слесари по перетяжке, токари по расточке и обточке бандажей, а также обработке шеек моторно-осевых подшипников. В операции по перетяжке бандажей задействованы также слесарь колесного цеха, техник и сменный мастер. Работы ведут при односменном режиме. Технологический процесс перетяжки бандажей колесных пар следующий. Колесную пару, поступившую для смены бандажа, тщательно очищают от грязи, ржавчины и пропускают через моечную машину. Мастер, приемщик и техник, используя зубомер, микрометр и дефектоскоп, внимательно осматривают колесную пару по циклу обычного освидетельствования, определяют все допуски и размеры по правилам ремонта в объеме ТР-3. Диаметр оси моторно-осевого подшипника должен быть не менее 205 мм, износ зуба зубчатого колеса — не более 1,5 мм. Далее разбирают и снимают буксы с обеих сторон. Техник под контролем мастера, соблюдая правила техники безопасности, производит дефектоскопию оси колесной пары, зубчатого венца шестерни. Потом колесную пару мостовым краном переносят на рельсовый путь, а затем подкатывают ее под кран-балку, с помощью которой устанавливают в станок ДИП-500 для вырезки бандажного бурта. Слесарь после вырезки бандажного кольца устанавливает колесную пару кран-балкой на кантователь для вывода ее в вертикальное положение и последующей подачи в индукционный нагреватель. Колесо нагревают до температуры 300 °С и кран-балкой доставляют на пресс для снятия бандажа. Здесь колесную пару повторно укладывают в кантователь для вывода в вертикальное положение и спрессовывают второй бандаж, который убирают на место складирования. Следующие операции — обработка металлической щеткой до металла посадочной поверхности обода на кантователе и подбор новых бандажей. Перед расточкой бандажи подбирают по твердости, пользуясь данными сертификата. Разность твердости бандажей на одной колесной паре локомотива допускается не более НВ 24. Затем слесарь готовит стопорное кольцо бандажа на вальцовочном станке из заготовок, не допуская заусенец, тщательно очищая ржавчину и окалины. Токарь устанавливает на карусельный станок бандаж для проточки внутренней поверхности и выполняет расточку его внутренней полости. Внутреннюю поверхность бандажа растачивают с обеспечением шероховатости R < 20 мкм, соблюдением размеров упорного бурта и выточки согласно чертежу. При этом высоту бурта разрешается уменьшать не более, чем на 2 мм против чертежного размера. Для обеспечения необходимой плотности насадки (натяга) на обод, а также при перетяжке внутренний диаметр нового и старого бандажей должен быть меньше диаметра обода центра на 1,2 — 1,6 мм на каждые 1000 мм диаметра обода колесного центра. Угол между поверхностью упорного бурта и внутренней поверхностью бандажа должен иметь при вершине закругление радиусом 1,5 мм. На кромках упорного бурта и выточке делают фаски (1,5 — 2)х45 мм. Конусообразность внутренней поверхности бандажа допускается не более 0,2 мм. На обработанной внутренней поверхности бандажа у бурта и выточке на ширине до 10 мм не должно быть черновин. На остальной части этой поверхности не допускаются черно- вины площадью более 16 см2 (наибольшая длина черновины 40 мм). Черновин с площадью до 16 см2 должно быть не более двух. При обнаружении в процессе расточки внутренних дефектов металла (расслоений, раковин, трещин, неметаллических включений), которые не будут удалены при окончательной обработке поверхности, новый бандаж забраковывают с составлением акта для предъявления рекламации заводу-изготовителю. Чтобы рационально использовать старогодние бандажи, разрешается растачивать их для насадки на новые центры с увеличением против чертежных размеров диаметра обода на 3 мм и ширины его на 2 мм. Глубина выточки под бандажное кольцо не должна превышать 10 мм, а ее ширина — 11 мм. Далее выполняют дефектоскопию колесного центра и обмеры посадочной поверхности, а после проточки внутренней полости бандажа — дефектоскопию бандажа на отсутствие трещин, плен, раковин на внутренней плоскости. По окончании этих операций бандаж с помощью тележки и кран-балки транспортируют к индукционному нагревателю. Очищают внутреннюю поверхность бандажа и закладывают его в индукционный нагреватель. Он должен обеспечивать равномерный нагрев всех участков до температуры 250 — 300 °С. Разность температур различных участков бандажа при нагреве допускается не более 50 °С. Запрещается напрессовывать на колесные центры неравномерно нагретые бандажи. Измерения проводят при выключенном индукционном нагревателе, чтобы избежать ошибки при замерах. Насаживают бандаж так, чтобы диаметры его внутренней и наружной поверхностей совпали по направлению. При насадке колесного центра в бандажи в выточку последнего устанавливают предохранительные планки для транспортировки колесной пары на стеллаж впрессовки бандажного кольца. Заводят подготовленное, согнутое и очищенное бандажное кольцо в паз выточки бандажа с последующей впрессовкой кольца. Бандажное кольцо необходимо заводить в выточку бандажа сразу после насадки колесного центра и только утолщенной стороной. Заводка кольца при бандаже, остывшем до температуры ниже 200 °С, запрещается. Зазор между концами кольца более 2 мм не допускается. Выполняют впрессовку концов бандажного кольца. Концы, заведенные в выточку бандажного кольца, должны враспор подходить один к другому. Запрещается обрубать излишек укрепляющего кольца на бандаже (центре) без прокладок. Зазор между концами кольца более 2 мм не допускается. Перемещают кран-балкой колесную пару на станок для завальцовки прижимного бурта бандажа. При завальцовке кольцо отбортовывают и плотно прижимают к боковой внутренней грани обода колесного центра. Усилие пресса должно быть не более 50 тс. После этого делают 3 — 4 оборота под полным давлением. Бандажное кольцо после полной обжимки бурта должно плотно сидеть в выточке бандажа, что определяют по звуку от ударов слесарного молотка. Звук должен быть чисто металлический без признаков ослабления. Делают запись результатов обмера (на выносе) в цеховой журнал. Тщательно фиксируют результаты замера температур нагрева бандажа, знаков завода-изготовителя насаживаемого бандажа и оси колесной пары. Заверяют подписями исполнителя и мастера. В той же последовательности насаживают второй бандаж колесной пары. Наносят контрольные метки на наружной грани бандажа и на ободе. Метки должны располагаться по радиусу на одной прямой линии в виде 4 — 5 кернов, глубиной 1 — 1,5 мм по длине 25 мм с равными промежутками между ними. Крайний керн располагается не ближе 10 мм от кромки упорного бурта бандажа. На ободе ставят метку в виде риски глубиной до 1 мм притупленным зубилом. Все старые метки забивают крестообразно (х). Бандажи колесной пары после заводки и завальцовки бандажного кольца должны медленно остывать. Запрещается применение искуствен- ного охлаждения до температуры окружающего воздуха. Насадка должна быть проверена по звуку ударами слесарного молотка по поверхности катания в разных точках. Звук должен быть чисто металлический. Перемещают кран-балкой колесную пару к месту обточки бандажа и обработке шеек оси моторно-осевого подшипника. Далее следуют операции: обточка бандажа после перетяжки; обмеры бандажей после обточки на колесно-токарном станке; обработка шеек оси моторно-осевых подшипников; подборка буксовых подшипников, сборка букс; установка букс на ось колесной пары после перетяжки бандажей; транспортировка готовой колесной пары на позицию сборки КМБ. Все предусмотренные технологией операции выполняют поточным методом. Для удобства перемещения колесных пар предусмотрены две кран-балки и проложены два рельсовых пути — один для операций разборки, другой — для магнитного контроля и сборки. Имеются также моечная машина для промывки буксовых подшипников, отделение для ремонта подшипников качения, станок УБЦ-150 “Рафамет” для обточки колесных пар, шеечно-накатный станок для накатки осей моторно-осевых подшипников. Депо Сызрань получило право на освидетельствование колесных пар со сменой элементов. В результате ввода в строй нового цеха отпала необходимость передавать колесные пары в другие депо, укрепилась производственная база, появилась возможность осуществлять ремонт колес для вагонов и путейской техники предприятий Куйбышевской дороги. Годовой экономический эффект от внедрения участка по перетяжке бандажей уже в первый год его ввода составил 16,3 млн. руб. (в ценах 1994 г.). Программа работ сегодня достигла 450 колесных пар в год. В настоящее время коллектив занят созданием другого участка по смене элементов колесной пары — ремонту упругих зубчатых передач. В.И. КАРЯНИН,
спец. корр. журнала |
|
|
Цитировать 0 |
|
|
#2 (ссылка) |
|
Робот

Регистрация: 05.05.2009
Сообщений: 1,496
Поблагодарил: 0 раз(а)
Поблагодарили 82 раз(а)
Фотоальбомы:
не добавлял
Репутация: 0
|
Тема: Тема перенесена |
|
|
Цитировать 0 |
|
|
||||
| Тема | Автор | Раздел | Ответов | Последнее сообщение |
| [12-1999] Перечень материалов, опубликованных в 1999 году | poster444 | xx2 | 0 | 17.05.2015 19:53 |
| =Диплом= Организация ОТС на участке железной дороги. Организация ТС на базе СМК-30 | Phys | Дипломы, курсовые, лекции, рефераты по СЦБ | 0 | 04.06.2014 14:44 |
| =Указание= № К-2767у от 9 декабря 1999 г. - Об итогах кустовых совещаний по обеспечению безопасности движения в локомотивном хозяйстве, проведенных в октябре-ноябре 1999 г. | Admin | До 2000 года | 0 | 10.08.2012 16:31 |
| Рациональная организация обслуживания тормозов | Admin | xx2 | 0 | 24.04.2012 07:10 |
| Рациональная организация обслуживания тормозов | Admin | xx2 | 0 | 11.02.2012 22:15 |
| Ответить в этой теме Перейти в раздел этой темы Translate to English |
| Возможно вас заинтересует информация по следующим меткам (темам): |
| , , , , |
| Здесь присутствуют: 1 (пользователей: 0 , гостей: 1) | |
|
|








