Механизированная сборка стрелочных переводов
Надежность стрелочных переводов в эксплуатации в существенной степени зависит от качества сборки и укладки их в путь.
С целью повышения качества сборки, обеспечения комплексной замены стрелочных переводов блоками вместе с переводными брусьями в пределах дистанции пути или при путевых машинных станциях должны создаваться специальные участки для сборки стрелочных переводов на производственных базах путевых машинных станций и дистанций пути (далее — производственные базы).
Сборка стрелочных переводов на производственных базах позволяет повысить уровень механизации работ до 80 %, увеличить производительность труда, обеспечить высокое качество монтажных работ, устранить возможные заводские дефекты, предусмотреть полную сборку переводов с необходимой степенью точности прикрепления металлических частей к переводным брусьям по ординатам и ширине колеи. Все это обеспечивает увеличение срока службы стрелочных переводов в эксплуатации до 10-15 %.
Дистанционная производственная база обслуживает дистанцию пути, на которой она расположена; производственная база путевой машинной станции — дистанции пути в пределах отделения.
Оснащенность производственных баз осуществляется в соответствии с требованиями по проектированию баз и цехов для сборки и ремонта стрелочных переводов. Кроме сборки новых стрелочных переводов на базах должна обеспечиваться разборка и ремонт стрелочных переводов, наплавка и механическая обработка крестовин, остряков, ремонт скреплений с применением сварочного и станочного оборудования, а также ремонт брусьев.
На стрелочных базах должны быть предусмотрены:
- путевое развитие для погрузочно-разгрузочных и маневровых
работ;
- подкрановые пути;
- грузоподъемные механизмы (железнодорожные козловые и полноповоротные краны с магнитными плитами);
- односторонние или двусторонние стенды для сборки новых и ремонта старогодных стрелочных переводов;
- электроисполнительный механизированный инструмент;
- стеллажи для складирования металлических частей стрелочных переводов и переводных брусьев;
- бункеры для хранения рельсовых скреплений;
- оборудованные площадки для складирования собранных блоков стрелочных переводов;
- цех ремонта отдельных основных элементов переводов с необходимым станочным и сварочным оборудованием;
- габаритная рама для проверки правильности сборки и погрузки блоков стрелочных переводов.
Сборка и ремонт стрелочных переводов производится на односторонних и двусторонних стендах с использованием механизированного электрического инструмента и козлового крана с магнитной плитой для перемещения и раскладки металлических частей и переводных брусьев на стендах. Число и расположение стендов зависит от производительности базы и ее путевого развития. Стендовая сборка обеспечивает точную и быструю раскладку переводных брусьев и рельсов по эпюре.
Односторонний стенд, разработанный ПТКБ
ЦП МПС России, предназначен для сборки стрелочных переводов типов Р65, Р50 и Р43 марок 1/11 и 1/9. В одном из двух вариантов стенда опоры изготовлены из швеллера № 20 с зажимами для рельсов первой нити прямого направления и наружной нити кривой бокового пути; во втором варианте — из рельсов Р50 с зажимами всех рельсовых нитей и крестовины в соответствии с эпюрой собираемого перевода. В каждой секции на базе находятся два односторонних стенда — для сборки левого и для сборки правого направления перевода.
Двусторонний трехниточный стенд для сборки стрелочных переводов состоит из трех рельсовых нитей длиной по 34 м каждая, пришитых к переводным брусьям. Стенд выровнен по уровню, имеет упорный брус для укладки концов переводных брусьев по шнуру. На упорном брусе имеются съемные пластинки с разметкой положения брусьев по эпюре, соответствующей типу собираемого стрелочного перевода.
После пришивки всех рельсовых нитей полностью проверяют собранный
стрелочный перевод по шаблону, маркируют все брусья и рельсовые рубки, которые остаются при разделении перевода на блоки (флюгарочные и закрестовинные брусья, переводной механизм и др.) и доставляются к месту укладки в отдельном пакете вместе с блоками. Собранный на производственной базе стрелочный перевод должен отвечать требованиям, предусмотренным нормативно-технической документацией на стрелочные переводы.
Особенности сборки стрелочных переводов с непрерывной поверхностью катания обусловлены наличием у крестовины дополнительного электропривода и подвижного сердечника.
Крестовина с подвижным сердечником на стенде должна быть оборудована электроприводом, переводным и запорным механизмом. Монтаж крестовины с подвижным сердечником и последующая укладка должны осуществляться в соответствии с инструкцией по ее монтажу.
На некоторых железных дорогах сборку стрелочных переводов производят на производственных базах, оснащенных путями-стендами, которые располагаются в зоне работы козлового крана. Стенд для сборки, например на Северо-Кавказской железной дороге, представляет собой опорные рельсы, на которых произведена разметка для точной раскладки железобетонных брусьев. Боковые опорные рельсы располагаются по обе стороны от основных под углом к рельсам прямого пути. Регулировка переводных брусьев по эпюре и ординатам производится вручную.
Крестовинный блок при сборке собирается полностью, а перед погрузкой делится на два блока, где приконтррельсовые рельсы снимаются, а на их место устанавливаются специальные рубки.
Смонтированный на сборочном стенде перевод разбирается на 4 блока для погрузки их на подвижной состав. Стрелочный перевод с железобетонными брусьями проекта 2750 собирается в течение двух дней.
При сборке стрелочных переводов с деревянными брусьями производится подбор переводных брусьев по толщине и ширине опорных поверхностей в пределах номинальных размеров и допускаемых отклонений по действующему стандарту на переводные брусья. Брусья с большим поперечным сечением укладываются на стыках под стрелкой и крестовиной.
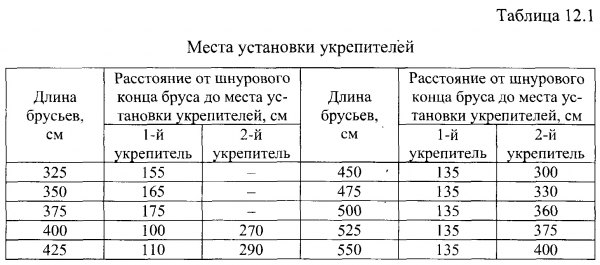
Так как новые деревянные переводные брусья после нескольких лет работы в пути повреждаются трещинами, целесообразно их укреплять при сборке стрелочных переводов путем обвязки концов полосовым железом или проволокой; забивки торцевых S-образных скоб; постановка по концам шпал деревянных или металлических винтов.
Расположение укрепителей на переводных брусьях зависит от длины брусьев. Укрепители по концам брусьев устанавливаются на расстоянии 120-130 мм от торцов и на расстоянии 50-60 мм от нижней постели, а в средней части брусьев — согласно табл. 12.1.
На брусьях сверлятся отверстия для постановки костылей и шурупов. В брусьях из мягких пород (сосна, ель, пихта, кедр) отверстие под костыли просверливается сверлом диаметром 13 мм, а в твердых породах (лиственница, бук, береза) — 14 мм на глубину 130 мм. Отверстия под шурупы высверливают сверлом 16 мм на глубину 155 мм. Забивать шурупы категорически запрещается. Шурупы должны завертываться в брусья только электрическими или торцевыми ключами перпендикулярно верхней постели брусьев.
Категорически запрещается исправлять ширину колеи наклонной забивкой костылей с последующим их отгибанием при окончательной забивке.
С целью предохранения брусьев от механического износа на верхнюю их постель целесообразно укладывать прокладки из резины или других материалов. Под типовые подкладки в пределах стрелочного перевода укладывают также типовые прокладки. Прокладки под стрелочные башмаки, контррельсовые подкладки, корневые и средние крестовинные мостики должны быть на 10 мм длиннее, чем указанные элементы стрелочного перевода и шириной не менее 200 мм.
Admin добавил 11.03.2012 в 16:05
Вы можете дополнить или изменить данную статью, нажав кнопку Редактор