



|
|
|
|
#1 (ссылка) |
|
Crow indian







Регистрация: 21.02.2009
Возраст: 41
Сообщений: 30,380
Поблагодарил: 398 раз(а)
Поблагодарили 6046 раз(а)
Фотоальбомы:
2624 фото
Записей в дневнике: 904
Репутация: 126146
|
Тема: [03-2011] Когда дефект не виденКогда дефект не виден Я работаю контрольным мастером на РСП-20 Куйбышевской дороги. Контрольная служба РСП призвана исключить попадание дефектных сварных стыков в путь. При обнаружении дефекта в сварном стыке эту часть рельса вырезают и разрушают на специальном гидравлическом прессе. Подразумевается, что рельс должен разрушиться по дефекту («где тонко, там и рвется»), что и подтвердит правильность выбраковывания данного рельса. Но не все так однозначно. Мой продолжительный опыт работы в качестве контрольного мастера показывает — дефекты, выявленные при ультразвуковом контроле, могут быть не видны на изломах сварных стыков. Объясняется это тем, что многие дефекты не влияют на статическую прочность стыка; излом может произойти по не дефектному сечению. Вместе с тем, указанные дефекты при воздействии на них подвижного состава развиваются, что приводит к усталостным хрупким разрушениям стыков. На практике при визуальном осмотре изломов сварных стыков дефекты обнаруживаются лишь на незначительной части (приблизительно 20 %) забракованных стыков. Иногда это дает повод проверяющим структурам обвинять контролеров ультразвуковой дефектоскопии в излишней придирчивости и перебраковке нормальных, не дефектных стыков. Причем дефект обнаруживался с большой долей вероятности и сомневаться в квалификации дефектоскописта, забраковавшего стык, не приходилось. 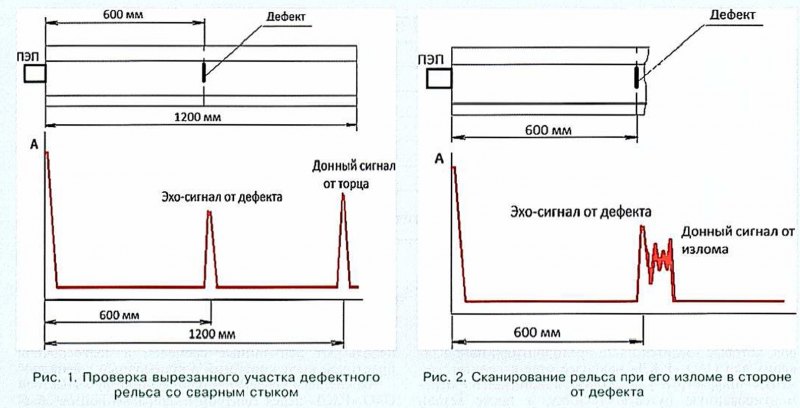 Так было и на нашем предприятии до тех пор, пока мною не был предложен метод, позволяющий уточнить место расположения и доказать наличие вертикально ориентированных дефектов в стыке. Метод заключается в следующем. Как известно, после выявления дефекта в сварном стыке участок рельса длиной 1200 мм со сварным швом посередине вырезается и подвергается разрушению на прессе. Еще до разрушения этот кусок рельса проверяют эхо-методом с торца рельса прямым датчиком с записью А-развертки (для чего рельс должен быть отрезан дисковой пилой и иметь плоскопараллельные торцы для возможности сканирования прямым датчиком). Эквивалентная чувствительность дефектоскопа настраивается по донному сигналу с противоположного торца рельса с доведением его до середины экрана дефектоскопа в зоне, свободной от дефекта (расположение дефекта по сечению рельса мы знаем по результатам ультразвукового контроля угловым датчиком 50* на посту УЗК). Ведя датчиком по торцу рельса, видим донный эхо-сигнал от противоположного торца рельса. При попадании дефекта в зону действия зондирующих импульсов появляется эхо-сигнал. Причем донный сигнал от противоположного торца рельса может уменьшиться или вовсе пропасть в зависимости от размеров выявленного дефекта (рис. 1). Глубина залегания дефекта, измеренная прибором, зачастую с точностью до миллиметров совпадает с расстоянием от сканируемого торца рельса до сварного стыка, а координаты дефекта по сечению рельса совпадают с параметрами, полученными при ультразвуковом контроле стыка угловым датчиком. Все это подтверждает наличие дефекта в сварном стыке и правильность действий оператора при контроле. Если при разрушении на прессе рельс ломается по дефекту, мы видим его в том месте по сечению рельса, где он и был определен при ультразвуковом контроле. Если по описанным выше причинам излом рельса происходит не по дефектному сечению, и визуально дефект не определяется, рельс сканируют еще раз прямым датчиком с торца, и убеждаются, что дефект остался в стороне от излома (рис. 2). Иногда попадаются так называемые «шумящие стыки». Структурный шум в зоне сварки при ультразвуковом контроле характеризуется наличием небольших пульсирующих сигналов, Даже при этом имеется возможность выделить сигналы от дефекта, которые отличаются от структурных сигналов большей амплитудой и наличием огибающей. Дефекты в таких стыках также подтверждаются при сканировании прямым датчиком с торца рельса. Таким образом, описанный выше метод контроля сварных стыков позволяет убедиться в достоверности проверки, что бракуются именно те стыки, которые и должны, и далеко не всегда дефект визуально определяется на изломе сварных стыков. Еще предлагаю способ определения дефектов приборами для ручного контроля. Он заключается в применении притертого магнита в качестве имитатора дефекта (магнитные свойства имитатора нужны только для того, чтобы не держать его руками). Можно использовать магнит размерами 5*8x12 мм с плоскопараллельными гранями. Берется кусок рельса с хорошо обработанным торцом. Магнит через контактирующую жидкость устанавливается на торец в определенной зоне в зависимости от того, дефект какой группы мы хотим сымитировать. Сигнал от углов, граней магнита воспринимается как сигнал от дефекта. Казалось бы, такие простые способы, но они помогают выходить из сложных ситуаций. Надеюсь, что мои советы помогут другим дефектоскопистам. Е. И. ЗАХАРОВ |
|
|
Цитировать 14 |
|
|
#2 (ссылка) |
|
Робот

Регистрация: 05.05.2009
Сообщений: 1,496
Поблагодарил: 0 раз(а)
Поблагодарили 82 раз(а)
Фотоальбомы:
не добавлял
Репутация: 0
|
Тема: Тема перенесена |
|
|
Цитировать 0 |
|
|
||||
| Тема | Автор | Раздел | Ответов | Последнее сообщение |
| [Новости РЖД] РЖД предлагают рассматривать каждый дефект вагонного литья как потенциальный излом | Admin | Новости на сети дорог | 0 | 16.03.2012 13:29 |
| [Наш путь - 09.2011] Что? Где? Когда? | Admin | Газета "Наш путь" | 0 | 19.10.2011 15:01 |
| [ОМ] Выявить дефект | Admin | Газета "Октябрьская магистраль" | 0 | 26.05.2011 18:35 |
| [Гудок] [28 апреля 2011] Будут новые победы. Когда коллектив работает слаженно и люди своё дело знают, неприятности случаются редко | Admin | Газета "Гудок" | 0 | 02.05.2011 13:34 |
| Причиной аварийной остановки "Сапсана" стал дефект контактного провода | Толян | Нарушения безопасности на сети дорог | 5 | 13.04.2010 19:40 |
| Ответить в этой теме Перейти в раздел этой темы Translate to English |
| Возможно вас заинтересует информация по следующим меткам (темам): |
| Здесь присутствуют: 1 (пользователей: 0 , гостей: 1) | |
|
|










