



|
|
|
|
#1 (ссылка) |
|
Crow indian







Регистрация: 21.02.2009
Возраст: 41
Сообщений: 30,369
Поблагодарил: 398 раз(а)
Поблагодарили 6046 раз(а)
Фотоальбомы:
2624 фото
Записей в дневнике: 904
Репутация: 126146
|
Тема: [04-2011] Дефектность стыков алюмотермитной сварки рельсовДефектность стыков алюмотермитной сварки рельсов Ю.П. РУКАВЧУК, С.А. РОЖДЕСТВЕНСКИЙ, И.З. ЭТИНГЕН Сварка рельсов — процесс образования их неразъемного соединения в результате местного сплавления и деформирования их концов, применяемый при изготовлении плетей бесстыкового пути и комплексном ремонте рельсов. Сварка рельсов может выполняться алюминотермитным, электродуговым, газопрессовым и электроконтактным способами. Алюминотермитная сварка (AЛTC) — сварка металлических деталей жидким металлом заданного химического состава, получаемого в результате алюминотермической реакции. Алюминий способен восстанавливать окислы металлов со значительным выделением тепла, в результате чего изменяется потенциальное состояние энергии и рекристаллизуются компоненты, участвующие в процессе. АЛТС рельсов имеет ряд преимуществ перед стыковой электроконтактной сваркой: возможность изготовления стыков в районе стрелочных переводов, нет необходимости использовать сложное дорогостоящее оборудование, большое количество обученного персонала и продолжительные «окна» в движении поездов. Принцип получения трудно восстанавливаемых металлов из окислов впервые был предложен русским ученым Н.Н. Бекетовым [1|. На отечественных железных дорогах термитный способ сварки рельсов начал применяться в середине 30-х годов прошлого века. Его использовали довольно широко в 1961 — 1965 гг., однако, затем прекратили применять в связи с низкими прочностными характеристиками сварного стыка, небольшой производительностью и сравнительной дороговизной. Почти все рельсы, сваренные этим способом, были изъяты из путей |2|. В настоящее время фирмами России, Германии, Франции, США и Японии разработаны и внедрены усовершенствованные технолог и и AЛTC рельсов. На сети железных дорог Российской Федерации первый стык АЛ ТС был выполнен в 1996 г. [3]. В настоящее время сваривается около 45 тыс. стыков рельсов ежегодно. В соответствии с планом ИТР ОАО «РЖД» НИИ мостов проанализировал данные об изъятых из пути 897 дефектных сварных стыках АЛ ТС на сети железных дорог за 2009 г. и 9 мес. 2010 г. Ниже приведем выводы, сделанные в ходе проведенных исследований. 1. Основное количество дефектов в забракованных стыках АЛТС сосредоточено в головке рельса — 64,1 %. в шейке рельса — 10,2 %, в подошве — 7 % дефектов. Оставшиеся 18.7 % стыков были забракованы из-за превышения допусков на прямолинейность рельсов в зоне сварных стыков или нарушения технологии изготовления болтовых отверстий. 2. Не проработали в течение гарантийного срока 89 % стыков АЛТС (710 шт.), изъятых из пути по всей сети железных дорог. На Октябрьской, Московской, Горьковской, Юго-Восточной, Свердловской, Южно-Уральской, Дальневосточной дорогах этот показатель достигает 97—100 %. За указанный период зафиксировано два излома стыков АЛТС.  3. Основная часть дефектов, расположенных в головке рельса, была выявлена при сплошном контроле рельсов съемными и мобильными средствами дефектоскопии. 4. В абсолютном большинстве рассмотренных случаев излома или принудительного долом а сварных стыков, забракованных по результатам сплошного контроля, были обнаружены дефекты, связанные с нарушениями технологии сварки — непровары, поры и т.д. Следов их постепенного роста (усталостных колец) не зафиксировано (рис. I и 2). Таким образом, эти дефекты должны были обнаружить уже при приемочном ручном ультразвуковом контроле (УЗК) непосредственно после сварки. 5. Отмечены многочисленные случаи, когда остатки песка или литейного компонента присутствуют в околошовной зоне сварного стыка. Из-за этого во время УЗК нарушается акустический контакт между пьезоэлектрическим преобразователем и рельсом, что может привести к пропуску дефекта. 6. Приемочный УЗК выполняют в основном без бригады, ведущей сварочные работы. Поэтому при обнаружении дефекта в сварном стыке дефектное сечение вырезают путейцы дистанции, а не предприятия изготовителя сварного стыка. 7. Действующая периодичность контроля стыков АЛТС (не позже 6 мес с момента сварки, затем не реже одного раза в год), большинство из которых эксплуатируется с предохранительными накладками, выше периодичности контроля стыков, сваренных электроконтактным способом, эксплуатируемых без накладок (не реже одного раза в год в первые два года после укладки. затем не реже одного раза в два года). 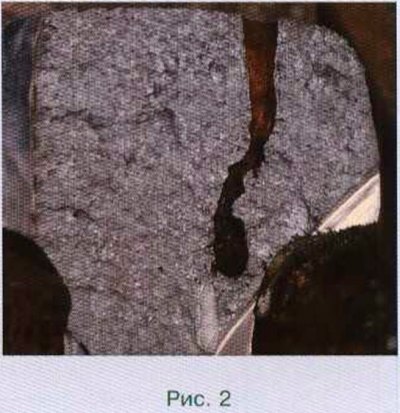 Кроме того, первый ручной эксплуатационный УЗК стыка АЛТС предписывается выполнять не позже 6 мес с момента сварки, т.е. зимой (исходя из того, что основной объем сварки рельсов приходится на летний период). В то же время в соответствии с СТО РЖД 1.11.003-2009 «Метод ультразвукового контроля сварных стыков» УЗК должен проводиться при температуре окружающего воздуха выше +5 °С. 8. Отсутствуют месячные нормы ручного УЗК, что не позволяет выполнять корректный расчет штата участков дефектоскопии дистанций пути. 9. Отсутствует описание процедуры предъявления претензий предприятию-изготовителю сварного стыка, не выдержавшего гарантийный срок. В результате проведенного анализа и выборочной перепроверки сварных стыков сформированы некоторые рекомендации: на следующих этапах данной работы рассмотреть возможность снижения объемов эксплуатационного контроля стыков АЛТС; до ввода в действие новой редакции НТД дополнить существующую классификацию дефектов в рельсах дефектами АЛ ТС — 26.4, 46.4, 56.4, 66.4; разработать единую процедуру приемки стыков АЛ ТС. включающую описание соответствующих должностных обязанностей работников дистанций пути; направить в дистанции пути полный комплект документов, регламентирующих приемку и эксплуатацию стыков АЛТС. Ознакомить причастных специалистов с Классификатором дефектов сварных стыков рельсов. 1.20.002-2008, разработанным ВНИИЖТом; усилить рекламационно-претензионную работу в отношении сварных стыков, не выдержавших гарантийных условий, для чего следует вести учет пропущенного тоннажа по данным стыкам; организовать сбор данных о дефектных сварных стыках по различным организациям, выполнявшим сварочные работы. Рождественский Сергей Александрович — научный сотрудник НИИ мостов и дефектоскопии. E-maii.rsa@ndt.sp.ru: Рукавчук Юлия Петровна — научный сотрудник НИИ мостов и дефектоскопии . E-mail:ylyruk @mail. ru; Этинген Илья Зусевич — заведующий лабораторией НИИ мостов и дефектоскопии. E-mail:etingen @ndt.sp. ru Список литературы 1. Б.В. Малкин, А.А. Воробьев. Термитная сварка. М. : Минкоммхоз, 1963. 104 с. 2. Энциклопедия «Железнодорожный транспорт». М. : Большая российская энциклопедия, 1994. 450 с. 3. «СНАГА»: настойчивость и последовательность действий — слагаемые сегодняшних достижений // Международное и нформа ц ион но -а на л ити ческое обозрение «Евразия-Вести». 2010. N 8. |
|
|
Цитировать 14 |
|
|
#2 (ссылка) |
|
Кандидат в V.I.P.

Регистрация: 13.08.2014
Сообщений: 2
Поблагодарил: 0 раз(а)
Поблагодарили 1 раз(а)
Фотоальбомы:
не добавлял
Репутация: 0
|
Есть ли информация по применяемым технологиям сварки АЛТС? Где вообще можно почитать про сварку?
|
|
|
Цитировать 0 |
|
|
#3 (ссылка) |
|
Кандидат в V.I.P.
Регистрация: 17.08.2014
Сообщений: 1
Поблагодарил: 1 раз(а)
Поблагодарили 0 раз(а)
Фотоальбомы:
не добавлял
Репутация: 0
|
Тема: Технология Снага и ГТ АТС
Для сравнения две передовые технологии)))

|
|
|
Цитировать 0 |
|
|
#4 (ссылка) |
|
Кандидат в V.I.P.
Регистрация: 13.08.2014
Сообщений: 2
Поблагодарил: 0 раз(а)
Поблагодарили 1 раз(а)
Фотоальбомы:
не добавлял
Репутация: 0
|
В инете погуглил, почитал, их вообще пруд пруди этих технологий, кто во что горазд. В чем вообще их отличие, кто подскажет???
|
|
|
Цитировать 0 |
| Поблагодарили: |
Данный пост получил благодарности от пользователей
|
|
|
#5 (ссылка) | |
|
Кандидат в V.I.P.
Регистрация: 08.05.2015
Сообщений: 1
Поблагодарил: 0 раз(а)
Поблагодарили 0 раз(а)
Фотоальбомы:
не добавлял
Репутация: 0
|
Цитата:
Фролов Илья добавил 08.05.2015 в 16:15 весь секрет в самом порошке. Технология в принципе одна и та же. Два основных и по настоящему достойных поставщика на рынке: немцы - Elektro-Thermit GmbH & Co KG и французы - Railtech. в предыстории как обычно "просвещенные" европейцы всё украли у русских пользуясь моментом смутного времени. для справки: к 1920 году в Москве было сварено более ста тысяч рельсовых стыков (трамвай и жд), в Киеве и того больше Последний раз редактировалось Фролов Илья; 08.05.2015 в 15:15. Причина: Добавлено сообщение |
|
|
|
Цитировать 0 |
|
|
#6 (ссылка) |
|
Робот

Регистрация: 05.05.2009
Сообщений: 1,562
Поблагодарил: 0 раз(а)
Поблагодарили 82 раз(а)
Фотоальбомы:
не добавлял
Репутация: 0
|
Тема: Тема перенесена |
|
|
Цитировать 0 |
|
|
||||
| Тема | Автор | Раздел | Ответов | Последнее сообщение |
| [04-2011] Анализ дефектов рельсов | Admin | xx1 | 0 | 16.05.2012 12:44 |
| ПР 07.41-2006 Правила контроля стыков алюмино-термитной сварки рельсов в пути | Admin | ОСТы | 0 | 04.02.2012 19:42 |
| [Гудок] [8 июля 2011] Закосят с рельсов | Admin | Газета "Гудок" | 0 | 09.07.2011 16:42 |
| ОСТ 32.169-2000 Накладки композитные для изолирующих стыков железнодорожных рельсов | Admin | ОСТы | 0 | 03.05.2011 17:41 |
| [Статья] Применение нового способа сварки при строительстве вагонов | Admin | Ж/д статьи | 0 | 27.11.2010 14:22 |
| Ответить в этой теме Перейти в раздел этой темы Translate to English |
| Возможно вас заинтересует информация по следующим меткам (темам): |
| , , , |
| Здесь присутствуют: 1 (пользователей: 0 , гостей: 1) | |
|
|










