



|
|
|
|
#1 (ссылка) |
|
Crow indian







Регистрация: 21.02.2009
Возраст: 41
Сообщений: 30,304
Поблагодарил: 398 раз(а)
Поблагодарили 6037 раз(а)
Фотоальбомы:
2624 фото
Записей в дневнике: 902
Репутация: 126146
|
Тема: [02-2024] Усовершенствование конструкции стрелочных подкладок с подушкойУсовершенствование конструкции стрелочных подкладок с подушкой ШИШКИНА И.В., Российский университет транспорта (МИИТ), канд. техн, наук Аннотация. В статье рассмотрены конструкции подкладок с подушкой, изготовленные с использованием различных технологий. Акцент сделан на дефектах этого узла. Представлен результат анализа показателей эксплуатационной надежности различных вариантов подкладок с подушкой. Описаны динамико-прочностные испытания, а также металлографические исследования излома подкладок с подушкой. Особое внимание уделено оптимизации конструкции с помощью математического моделирования. Ключевые слова: стрелочный перевод, подкладка с подушкой, дефект, математическое моделирование, оптимизация, увеличение ресурса. 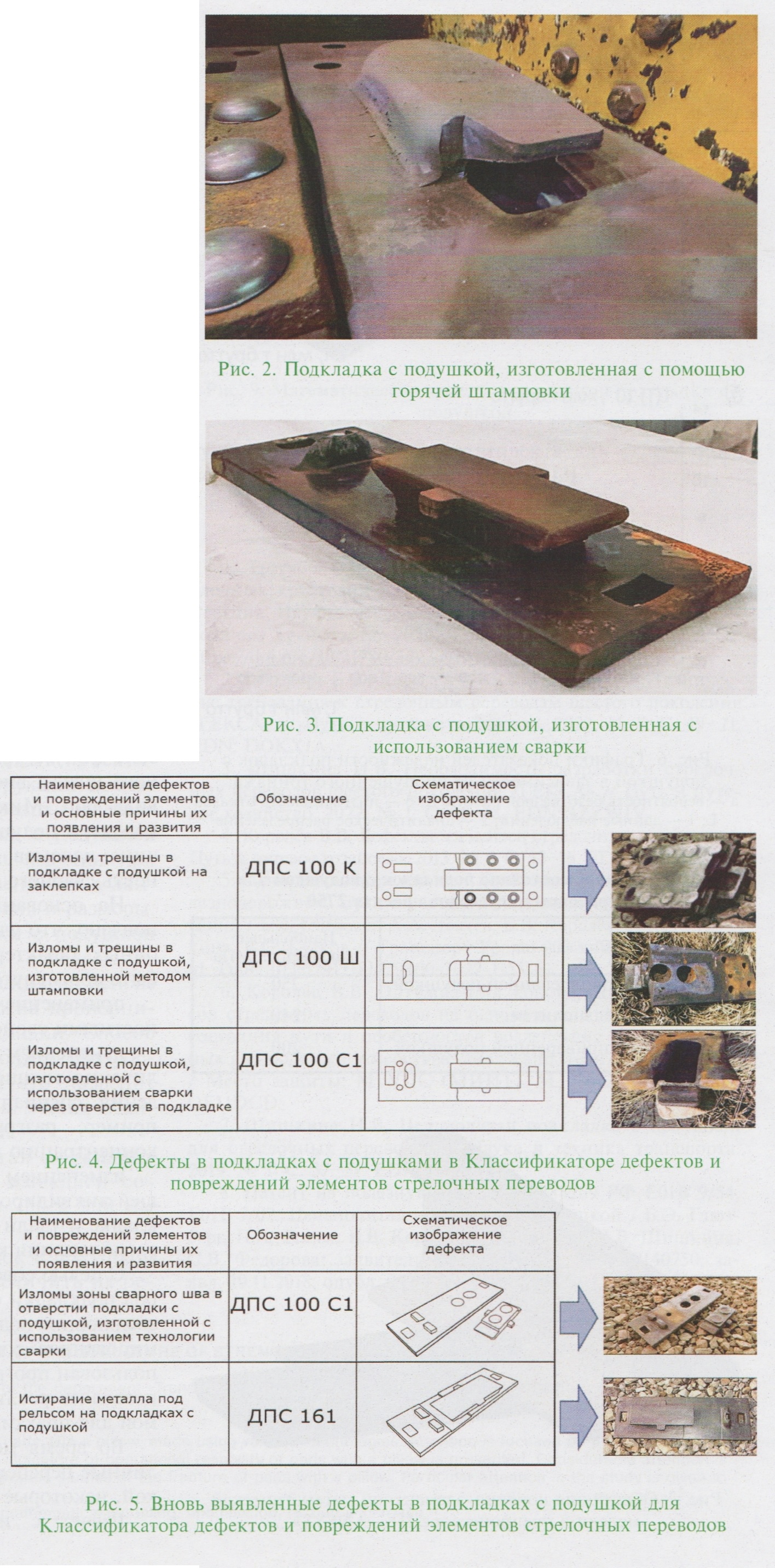 Для обеспечения растущих объемов перевозок необходимо поднять скорости движения и вес поездов, а это невозможно без усиления и совершенствования верхнего строения пути, том числе стрелочных переводов. В развитии конструкций отечественных переводов заметна тенденция внедрения более мощных элементов — остряков и крестовин, которые, в свою очередь, требуют надежного прикрепления к основанию [1]. Стрелочные переводы, работающие на российских дорогах в настоящее время, в основном удовлетворяют потребностям перевозочного процесса, однако с учетом времени, необходимого на подготовку стрелочного хозяйства к реализации перспективных задач, уже сегодня необходимо приступить к разработке и постановке на производство новых конструкций и модельных рядов стрелочной продукции. Совершенствование узлов прикрепления металлических частей стрелочного перевода к подрельсовому основанию позволит увеличить ресурс его элементов, уменьшить расстройства рельсовой колеи и тем самым снизить затраты на закупку и обслуживание переводов в целом. 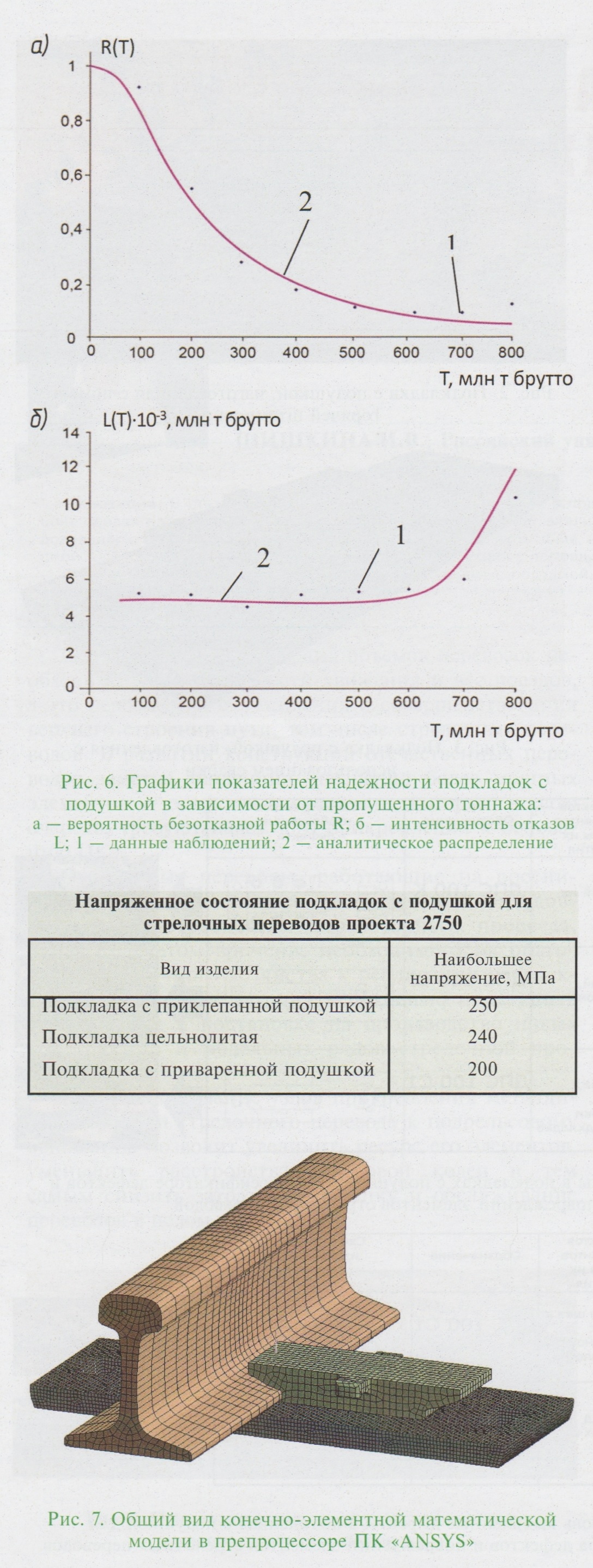 Для создания высокоэффективных конструкций стрелочных переводов нужна современная элементная база комплектующих [2]. Как правило, принципиальные потребности формирования элементной базы для стрелочных переводов нового поколения учитываются при их проектировании [3], но многие вопросы требуют дальнейшей проработки. Одной из важнейших частей стрелочного перевода является стрелка, включающая рамные рельсы и остряки, с помощью которых, собственно, и производится изменение направления движения колесных пар локомотивов и вагонов. Для обеспечения необходимой устойчивости стрелок рамные рельсы должны надежно крепиться к опорам, а через них — к переводным брусьям. Прикрепление рамных рельсов к брусьям в пределах остряков выполняют с помощью специальных подкладок с подушками. Подушка необходима для поперечных перемещений остряка и поэтому представляет собой гладкую опору. Существует несколько конструкций таких подкладок, различающихся способом прикрепления к ним подушек. Подкладка с креплением подушки с помощью заклепок (рис. 1). Такие подкладки на протяжении длительного времени являлись единственной конструкцией, применявшейся на стрелках всех типов и марок. Обладая вполне удовлетворительными эксплуатационными свойствами, они, тем не менее, имеют характерный недостаток, связанный с технологией их изготовления — заклепочные соединения подвержены расстройствам, приводящим к нарушениям целостности изделия. Освоение новых технологий дало возможность применять для производства подкладок с подушкой штамповку и сварку. Подкладка с подушкой, изготовленная горячей штамповкой (рис. 2). Технология штамповки позволяет создать подкладку с подушкой из одной монолитной заготовки. Такие подкладки дешевы в изготовлении, однако горячая штамповка способствует образованию надрывов металла и концентраторов напряжений в зоне соединения подкладки с подушкой, что приводит к преждевременному отказу изделия. Подкладка с подушкой, изготовленная с использованием сварки (рис. 3). В этом случае интересующая нас деталь выполняется из двух элементов (подкладки и подушки), свариваемых через отверстия в подкладке. При эксплуатации для сварных подкладок характерен отказ, выражающийся в трещинах и изломах под внутренней кромкой подошвы рамных рельсов. Как правило, эти повреждения провоцируют сварные швы ближайшего к кромке рамного рельса отверстия или зоны термического влияния швов. Наблюдения за работой подкладок с подушкой показывают, что главным фактором, определяющим отказы, является их конструкция. На рис. 4 представлены типовые дефекты подкладок с подушкой, которые включены в Классификатор дефектов и повреждений элементов стрелочных переводов, утвержденный Распоряжением ОАО «РЖД» от 27.09.19 № 2143/р. В ходе исследований выявлено несколько дефектов подкладок с подушкой [4], которые не включены в Классификатор дефектов, но которые стоило бы в него включить (рис. 5). Наиболее вероятные причины вида у подкладок, изготовленных с использованием сварки, — нарушение технологии режима сварки, наличие неметаллических включений, трещин в месте сварного шва. Другой «новый» дефект — истирание металла под подошвой рельса — скорее всего имеет своей причиной недостаточную износостойкость металла подкладки. При анализе эксплуатационной надежности подкладок с подушкой были взяты данные по отказам всех трех рассмотренных конструкций подкладок, изъятых на сети ОАО «РЖД», и построены графики показателей их надежности (рис. 6). Из графиков следует, что интенсивность отказов подкладок с подушкой с начала эксплуатации стрелочных переводов до наработки 500 млн т брутто близка к постоянной. Это хорошо видно по аналитической аппроксимации интенсивности отказов (см. рис. 6, б). Резкое увеличение интенсивности отказов начинается после пропуска по стрелке около 550 млн т брутто. Практически значимое возрастание начинается после 600 млн т. Фактическая зависимость интенсивности отказов подкладок после наработки свыше 600 млн т имеет экспоненциальный характер, что свидетельствует об исчерпании ресурса изделия. Напрашивается вывод: использование подкладок после наработки 500 млн т нецелесообразно. Среднесетевые сроки службы подкладок с подушкой превышают 300 млн т брутто пропущенного груза. Обработка полученных данных позволила установить зависимости для основных показателей надежности подкладок с подушкой от наработки, что дало возможность экстраполировать результаты для условий эксплуатации при более высоких осевых нагрузках. С целью сравнения условий работы подкладок с подушкой всех трех видов были проведены исследования их напряженного состояния непосредственно в пути. Для этого в зоне стрелки выявили место, где подкладки работали наиболее нагружено [5] и закрепили на них тензодатчики, которые имели сопротивление 120 Ом и базу 10 мм. Данные, полученные во время динамико-прочностных испытаний, фиксировались с помощью тензометрической установки. Лучшие результаты показала подкладка с приваренной подушкой (см. таблицу), т.е. из трех видов подкладок эту конструкцию следует признать наиболее предпочтительной.  Для выявления причин зарождения и развития трещин, приводящих к излому подкладок, были проведены металлографические исследования металла в сечении излома. В микроструктуре сварного шва в зоне фокуса трещины наблюдалось расслоение сварного шва, а вне зоны фокуса трещины — дефекты в виде пор. Микроструктура основного металла подкладки и подушки — феррито-перлит. Основная причина изломов — недостаточная циклическая прочность сварного шва. На основании данных исследований было установлено, что улучшение прочностных и эксплуатационных характеристик подкладок с подушкой может быть достигнуто следующими способами:
Во время моделирования были рассмотрены различные перспективные варианты подкладок с подушкой, некоторые из которых представлены на рис. 8. Расчет с использованием программного пакета «ANSYS» показал, что в подкладках с подушкой сварной конструкции наибольшие напряжения достигают 239 МПа, что отличается от значений, полученных при натурных испытаниях, менее чем на 6,3 %. Таким образом, можно сделать вывод, что математическая модель адекватно отражает напряженное состояние подкладок с подушкой в зонах их наибольшей нагру-женности. Высокая сходимость результатов исследования напряжений в подкладках с подушкой непосредственно в пути и на модели позволила реализовать проектирование наиболее рациональной конструкции за счет изменения геометрии модельного образца. Целевая функция совершенствования подкладки с подушкой заключается в увеличении прочности изделия при сохранении ограничений [7]. Ограничениями в данном случае выступают граничные условия и размеры, определяющие расположение подкладки с подушкой на стрелке. Как показали вариантные исследования на основе моделирования, ширина подушки должна пропорционально соответствовать ширине подкладки. Способ изготовления подкладки с подушкой должен быть основан на технологии цельного литья, что позволит избежать концентрации напряжений в местах взаимодействия рамного рельса с подушкой. В результате получена цельнолитая подкладка с пропорциональной ей подушкой, имеющей соотношение длины к ширине, равное 250 к 200 мм [8] (рис. 9). Внедрение в эксплуатацию подкладок с подушкой цельнолитой конструкции позволит увеличить их ресурс, а также ресурс ремкомплекта для стрелочного перевода как минимум на 10—15 % [3]. Список источников1. Трегубчак П.В. Проектирование конструкции моноблочных крестовин для тяжелых условий эксплуатации // Вестник Научно-исследовательского института железнодорожного транспорта. 2023. Т. 82, № 2). С. 146—156. DOI: https://doi.org/10.21780/2223-9731-2023-82-2-146-156. 2. Глюзберг Б.Э., Королёв В.В., Шишкина И.В. Технические требования к стрелочным переводам шестого поколения «ГЕКСА» // Путь и путевое хозяйство. 2022. № 7. С. 19—21. EDN: DOKXIA. 3. Шишкина И.В. Необходимость разработки стрелочных переводов шестого поколения «ГЕКСА» // Путь и путевое хозяйство. 2022. № 1. С. 16-18. EDN: IZZWIV. 4. Королёв В.В. Дефекты элементов стрелочных переводов // Путь и путевое хозяйство. 2013. № 8. С. 13-16. EDN: REOJZZ. 5. Принципы определения необходимой прочности железнодорожного пути с учетом интенсивности его использования / Б.Э. Глюзберг, А.А. Локтев, В.В. Королёв, Н.А. Клеков-кина, В.С. Кусков // Транспорт Урала. 2022. № 1 (72). С. 53— 61. DOI: 10.20291/1815-9400-2022-1-53-61. 6. Королёв В.В. Оптимизация конструкции контррельсов стрелочных переводов на основе анализа фактического состояния пути и особенностей воздействия на них колесных пар подвижного состава: дис. канд. техн, наук: 05.22.06 / Место защиты: МГУПС (МИИТ). М„ 2012. 140 с. EDN: QFUDCD. 7. Шишкина И.В. Цельнолитая подкладка с подушкой для стрелочных переводов // Наука и техника транспорта. 2019. № 1. С. 37-51. EDN: CKGVJE. 8. Патент на полезную модель № 188269 РФ Е01В 9/54, Е01В 7/02. Цельнолитая подкладка с подушкой / Б.Э. Глюзберг, П.А. Гелюх, В.В. Королёв, А.А. Локтев, И.В. Шишкина, С.В. Федорова; заявитель РУТ (МИИТ). № 2018140750; за-явл. 19.11.2018; опубл. 04.04.2019; Бюл. № 10. EDN: ZRUFDV. IMPROVEMENT OF THE STRUCTURE OF STRENGTH PAD WITH PILLOW Shishkina Irina — Ph.D., Associate Professor of the department «Transport construction», Russian University of Transport, Moscow, Russia. Shishkinaira@inbox.ru Abstract. The article discusses the designs of pads with a pillow, made using various technologies. Attention is focused on the defects of the linings with the pillow. The result of the analysis of indicators of operational reliability of pads with a pillow is presented. Considerable attention is paid to dynamic strength tests, as well as metallographic studies of the fracture of pads with a pillow. Particular attention in the study is given to optimization using mathematical modeling. Keywords: turnout, lining with a pillow, defect, mathematical modeling, optimization, resource increase. |
|
|
Цитировать 14 |
|
|
||||
| Тема | Автор | Раздел | Ответов | Последнее сообщение |
| [02-2024] Гранты ОАО «РЖД» для молодых ученых в 2024 г. | Admin | xx1 | 0 | 29.04.2024 06:09 |
| [01-2024] Об учете модуля упругости подрельсового основания при разработке новых конструкций пути | Admin | xx1 | 0 | 28.04.2024 22:06 |
| [01-2024] Опыт и перспективы использования полимерных композитных конструкций | Admin | xx1 | 0 | 28.04.2024 21:59 |
| [08-2015] Усовершенствование оловоотсоса | poster333 | Уголок радиолюбителя | 0 | 14.10.2015 00:19 |
| [03-2011] Стрелочные переводы безостряковой конструкции | Admin | xx1 | 0 | 02.08.2012 13:19 |
| Ответить в этой теме Перейти в раздел этой темы Translate to English |
| Возможно вас заинтересует информация по следующим меткам (темам): |
| , , |
| Здесь присутствуют: 1 (пользователей: 0 , гостей: 1) | |
|
|










