



|
|
|
|
#1 (ссылка) |
|
Crow indian







Регистрация: 21.02.2009
Возраст: 41
Сообщений: 30,380
Поблагодарил: 398 раз(а)
Поблагодарили 6046 раз(а)
Фотоальбомы:
2624 фото
Записей в дневнике: 904
Репутация: 126146
|
Тема: [07-1997] Повышение прочности сварного стыкаПовышение прочности сварного стыка Фирма 3W Rail Technology (США) разработала технологию регулируемой термитной сварки Scaw-1, позволяющую получать сварные стыки повышенной прочности. По этой технологии жидкая сталь, нагретая алюмотермитным способом в горне до температуры 2500 °С, заливается в сварочную форму. В зоне головки и подошвы сталь растекается с меньшей скоростью, чем у шейки рельса, в результате металлоемкие части рельса получают больше тепла. Следовательно, металл головки и подошва рельса плавятся в большей степени, чем шейки рельса. Чтобы гарантировать надлежащее расплавление концов рельсов, внутри сварочной формы создают ванну для жидкой стали. В интервале (0 — t1) заливают сталь до высоты Hf и выдерживают в течение интервала (t1—t2), как это видно на диаграмме. Тепло передается от жидкой стали к концам рельсов и плавит их по всей площадке контакта. Например, края подошвы рельса расплавляются на глубину не менее 8 мм, тем самым граница нагрева отодвигается на достаточное расстояние от края сварного шва. Степень прогрева краев подошвы достаточна даже в тех случаях, когда вертикальная ось формы смещена от исходного положения, например при сварке кривых. Выделяющиеся в сварочной форме газы полностью удаляются. 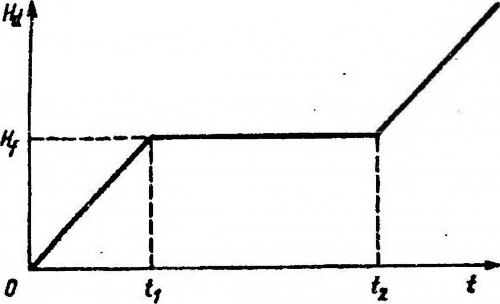 Благодаря непосредственному контролю плавления концов рельсов технология Scaw-1 обеспечивает равномерную сварку, при которой глубина расплавления концов рельсов прямо пропорциональна площади их поперечного сечения. Подошва рельса расплавляется в большей степени, чем головка, тогда как шейка рельса плавится с постоянной интенсивностью. Основная особенность нового способа сварки — отсутствие тех видов дефектов, которые могут появиться при обычных технологиях алюмотермитной сварки: некачественные швы у края подошвы рельса, в переходной зоне от подошвы к шейке, усадка в переходной зоне от шейки к головке, неполный отвод газов из зоны сварки под головкой рельса. При стандартных технологиях сварки эти дефекты могут вызывать изломы 40% термитных швов в рельсах типа NP46 (против 20% стыков, полученных электросваркой). В рельсах типа МСЖД 54 перечисленные дефекты могут вызывать изломы 65% стыков, сваренных обычным алюмотермитным способом, против 15% стыков, сваренных электросваркой. В лабораторных испытаниях нагрузку прикладывали непосредственно к середине сварного стыка без металлической накладки. У рельса типа МСЖД 49 (снятого с пути) прочность на срез составила 80 — 85 т при расстоянии между опорами 1 м, что соответствует нагрузке 83—88 кг/мм2. Усталостные испытания проводили при нагрузке 24 т, что эквивалентно 20 кг/мм2, при расстоянии между опорами 0,8 м. Срезающее усилие около середины сварного стыка составило 12 т. В отличие от стандартной процедуры испытаний, предусматривающей 2,1 млн. циклов нагружений, в данных испытаниях прикладывали 2,6 —3,1 млн. циклов. При испытании нового рельса массой 65 кг/м срезающее усилие составляло 140 — 160 т при расстоянии между опорами 1 м (что соответствует растягивающему напряжению 90—100 кг/мм2). Ни в одном из испытанных стыков не произошло излома по шву. Эксплуатационные испытания нескольких тысяч рельсов с такими стыками показали, что коэффициент дефектности, выраженный как отношение числа дефектных стыков к общему числу сваренных стыков, составил менее 0,5/1000. Как правило, сваренные рельсы снимают с пути по причине вертикального износа. Сваренные рельсы служили при температурах от -30 до +60 °С. Усовершенствованный вариант технологии, Scaw-2, позволяет получать сварные швы без наплывов металла. Новые методы алюмотермитной сварки не требуют предварительного нагрева свариваемых рельсов. В лабораторных условиях при сухих концах рельсов сваривали их без использования горелок, что не снизило качество шва. В эксплуатационных условиях требуется просушивание рельсов в течение 1—2 мин. Новые технологии применимы к любым типам рельсов, в первую очередь для сварки тяжелых рельсов МСЖД 60, МСЖД 64, британских рельсов массой 77 кг/м, а также немецких рельсов типа D 180, D 180" с шириной подошвы 180 мм (масса 105 и 124 кг/м соответственно). (По материалам зарубежной периодики) |
|
|
Цитировать 14 |
|
|
#2 (ссылка) |
|
Робот

Регистрация: 05.05.2009
Сообщений: 1,496
Поблагодарил: 0 раз(а)
Поблагодарили 82 раз(а)
Фотоальбомы:
не добавлял
Репутация: 0
|
Тема: Тема перенесена |
|
|
Цитировать 0 |
|
|
||||
| Тема | Автор | Раздел | Ответов | Последнее сообщение |
| [02-1999] Повышение долговечности баровых цепей | Admin | xx1 | 0 | 20.04.2021 12:58 |
| Переборка изолирующего стыка | Admin | Wiki | 0 | 26.11.2011 18:31 |
| Изоляция стыка | Stasyanich | Ищу/Предлагаю | 14 | 15.07.2011 22:37 |
| Повышение экономичности дизеля 10Д100М | Admin | xx2 | 0 | 06.07.2011 06:17 |
| растояние до изолирующего стыка | vlad12345 | Ищу/Предлагаю | 1 | 05.12.2010 12:52 |
| Ответить в этой теме Перейти в раздел этой темы Translate to English |
| Возможно вас заинтересует информация по следующим меткам (темам): |
| Здесь присутствуют: 1 (пользователей: 0 , гостей: 1) | |
|
|










