



|
|
|
|
#1 (ссылка) |
|
Crow indian







Регистрация: 21.02.2009
Возраст: 41
Сообщений: 30,426
Поблагодарил: 398 раз(а)
Поблагодарили 6046 раз(а)
Фотоальбомы:
2624 фото
Записей в дневнике: 904
Репутация: 126141
|
Тема: [05-2010] Современные технологии ремонта подбивочных блоковСовременные технологии ремонта подбивочных блоков В.М. ХАВИН, директор Филиала № 1 ООО «Плассер путевые машины-Текспаро» Подбивочные агрегаты выпровочно-побивочнорихтовочных машин — уникальная разработка австрийской фирмы «Плассер и Тойрер». Фирма разработала и выпускает более 100 типов подбивочных агрегатов. Принцип асинхронной подбивки шпал с частотой колебания лопатки подбойки 35 Гц, амплитудой 5 мм и давлением подбивки 115 — 125 бар, передаваемого раздельно на каждую группу подбоек с помощью гидравлических цилиндров сжима, является на сегодняшний день самым распространенным способом уплотнения балласта при выправке железнодорожного пути. Посредством подбивочного агрегата в каждый шпальный ящик передается мощность вибрационного воздействия более 40 кВт. Детали и узлы агрегата испытывают на себе значительные нагрузки от действия неуравновешенных масс, реакции со стороны балласта при заглублении подбоек и его обжатии. Стремление к минимизации весовых параметров и габаритов агрегата приводит к возникновению предельно допустимых напряжений в его шарнирах и подшипниковых узлах. Подбивочные блоки модели UD17, установленные на машине «Дуоматик» 09-32, сохраняют свою работоспособность до I млн циклов, что соответствует подбивке примерно 1 тыс. км железнодорожного пути. Дальнейшая эксплуатация агрегата нецелесообразна из-за увеличения зазоров в шарнирных соединениях, что приводит к уменьшению амплитуды колебания подбойки, снижению вибрационного воздействия на балласт, нарастанию количества различных отказов — обрывы крепления поршней гидравлических цилиндров сжима, изломы вибровалов, разрушение роликовых подшипников и т.д. Такие подбивочные блоки необходимо ремонтировать. Различные технологии, применяемые ремонтными предприятиями Российской Федерации, позволяют восстановить первоначальный ресурс работы агрегатов на 30 — 50 %. Немецкая фирма Deutsche Plasser разработала технологию восстановления ресурса до 90 — 95 % первоначального. Суть данного метода заключается в следующем. Размеры всех деталей отремонтированного подбивочного блока, без исключения, находятся в поле допуска, установленного конструкторской документацией (КД) на изготовление нового агрегата, это достигается заменой деталей на новые и восстановлением деталей до требований К Д. Полной замене подлежат: подшипники, бронзовые втулки, уплотнения, крепежные изделия, гидравлические шланги и фитинги; оси, дистанционные втулки, корпуса гидравлических цилиндров, вибровалы, размеры которых вышли за пределы допуска, предусмотренного КД. Восстанавливаются следующие детали подбивочных блоков: штоки гидравлических цилиндров — методом хромирования; станины — наплавкой изношенных поверхностей с последующей механической обработкой; проушины отдельных гидравлических цилиндров наплавляют и подвергают механической обработке. В отдельных случаях допускается восстановление поверхностей нанесением слоя специальных полимерных клеев, производства фирмы «Локтайт». Рычаги крепления подбоек наплавляют по всем ранее обработанным поверхностям, подвергают термообработке, обрабатывают на высокоточном обрабатывающем центре Performer 2000 MG. Применение данной технологии позволяет восстанавливать не только посадочные поверхности отверстий, осей и втулок, но, что особо важно, параллельность осей шарнирных соединений оси вибрационного вала и перпендикулярность торцевых поверхностей. Санкт-Петербургский Филиал № 1 ООО «Плассер путевые машины — Текспаро» последовательно с момента своего образования внедряет данный технологический процесс. С начала 2002 г. по сегодняшний день предприятие выполняет ремонт подбивочных блоков выправочно-побивочно-рихтовочных машин практически для всех дорог Российской Федерации. В целом отремонтировано более 350 комплектов подбивочных агрегатов. По мере развития производства Филиал N9 1 последовательно стремится увеличивать ресурс отремонтированного агрегата.  В 2009 г. ООО «Плассер путевые машины — Текспаро» в виде инвестиций учредителя (вклада в уставной капитал) получила обрабатывающий центр Performer 2000 MG (изготовитель — Correaanayak, Испания), позволяющий обеспечивать параллельность осей отверстий с точностью до 5 мк на длине в 100 мм. Ввела в эксплуатацию новый цех в Пушкинском районе г. Санкт-Петербурга, где приступила к освоению технологии восстановления рычагов. Следующим этапом будет полное восстановление геометрии станин. Нашей задачей является гарантированное обеспечение качества, надежности, максимального послеремонтного ресурса агрегата. Экономическая эффективность такого подхода очевидна и подтверждена опытом многих стран. Применение других, относительно более дешевых методов ремонта подбивочных агрегатов приводит к уменьшению срока службы агрегата после каждого ремонта. Как уже говорилось ранее, новый агрегат способен выдержать 1 млн циклов подбивки, после первого «дешевого» ремонта он снижается до 500 тыс. циклов, последующие второй и третий ремонты снижают ресурс до 250 — 300 тыс. циклов, при этом нарастает число отказов агрегата. В дальнейшем ресурс работы снижается до 150 — 200 тыс. циклов, появляется необходимость ремонтировать устройства в разгар летних путевых работ. Достижение экономической эффективности увеличения межремонтного периода благодаря обеспечению максимального срока службы агрегата возможно лишь при условии, что он будет эксплуатироваться до полной выработки ресурса. Учитывая сезонный характер действия выправочно-подбивочно-рихтовочных машин, обеспечить максимальную их эффективность возможно лишь при наличии оборотных комплектов. В настоящее время Северная, Горьковская, Дальневосточная, Приволжская, Южно-Уральская дороги не располагают оборотными комплектами. Внедрению новых передовых технологических процессов ремонта, к сожалению, не способствует существующая система административного регулирования цены ремонта. Установленная Департаментом планирования и бюджетирования ОАО «РЖД» предельная цена ремонта не всегда отражает уровень затрат для обеспечения качественного восстановления подбивочного блока. При подведении итогов конкурсных процедур комиссии в первую очередь руководствуются ценовым предложением претендентов, вследствие чего организация, производящая «керосиновый» ремонт, оказывается в приоритетном положении. Техническая характеристика продольно-фрезерного станка с подвижной колонной по оси Y, поворотным столом, автоматической универсальной фрезерной головкой Размер поворотного стола, мм...........................1400x1250 Перемещение по осям, мм: X................................................. ..............................2000 Y................................................. ..............................1000 Z................................................. ...............................1100 Универсальная, поворотная автоматическая фрезерная головка VGCI-autom: автоматическое позиционирование осей А и В диапазон частоты вращения, об/мин...........60 — 3000 Рабочая скорость подачи по осям X,Y,Z, мм/с.....0 — 10000 Система ЧПУ....................................Heidenhain ITNC-530 Автоматический измерительный щуп с многоканальной передачей параметров обрабатываемой летали по радиосвязи............М&Н 20.00 Устройство для автоматической смены инструмента....................................... ....................на 30 шт. Немаловажным фактором сохранения ресурса работы как новых подбивочных блоков, так и прошедших ремонт агрегатов является обеспечения их нормальной эксплуатации. Никакой агрегат не сможет долго функционировать, если он подбивает не щебеночный балласт, а, условно говоря, «железобетонную плиту». Крайне важно правильно отрегулировать давление сжима шпалоподбоек. не допускать случаев снижения или исчезновения противодавления, применять для смазки агрегатов масла, рекомендованные изготовителем — фирмой «Плассер и Тойрер». Также необходимо точно исполнять инструкцию по правилам установки шпалоподбоек и обеспечить необходимое усилие затяжки крепежных болтов. Как бы точно ремонтное предприятие не восстановило поса доч мое отве рстие крепления шп а л оподбой к и, если установить шпалоподбойку с изношенным или не качественно изготовленным хвостовиком, закрепить такую шпалоподбойку будет невозможно, и рычаг подбивочного блока выйдет из строя. По нашему мнению, представляется целесообразным рассмотреть вопрос о внесение в Руководство по ремонту подбивочных блоков выпровочно-побивочнорихтовочных путевых машин нормы расхода запасных частей и материалов, требования комплектования агрегата шпалоподбойками. В данном случае ответственность за качество шпалоподбоек и качество восстановления рычага будет нести тот, кто выполняет ремонт. 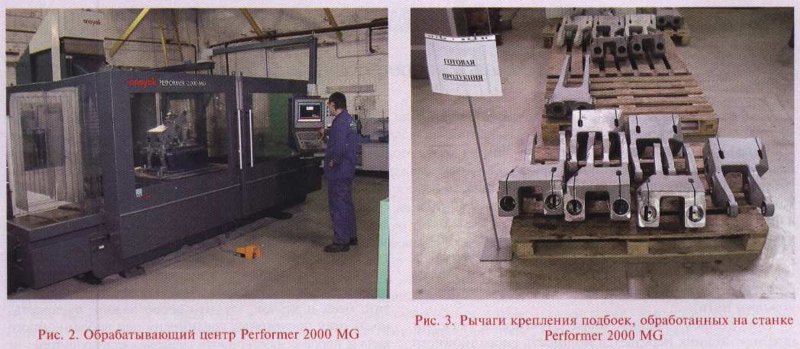 ООО «Плассер путевые машины — Текспаро», являясь представителем изготовителя путевой техники фирмы «Плассер и Тойрер», отвечает за обеспечение качественной и безотказной работы путевых машин на железных дорогах России. Мы заинтересованы в развитии и распространении современных ресурсосберегающих технологий ремонта узлов и агрегатов путевых машин. Приглашаем специалистов посетить Санкт-Петербургский Филиал № 1 ООО «Плассер путевые машины — Текспаро» для более детального ознакомления с технологическим процессом ремонта подбивочных блоков выпровочно-побивочно-рихтовочных путевых машин. Готовы к выполнению заказов и тесному кооперационному сотрудничеству с ремонтными предприятиями ОАО «РЖД». |
|
|
Цитировать 14 |
|
|
#2 (ссылка) |
|
Робот

Регистрация: 05.05.2009
Сообщений: 1,496
Поблагодарил: 0 раз(а)
Поблагодарили 82 раз(а)
Фотоальбомы:
не добавлял
Репутация: 0
|
Тема: Тема перенесена |
|
|
Цитировать 0 |
|
|
||||
| Тема | Автор | Раздел | Ответов | Последнее сообщение |
| Опрос по комплектам запасных частей для ремонта реле и блоков. | КЭТЗ | Ищу/Предлагаю | 0 | 25.04.2012 07:24 |
| Современные технологии - локомотивному хозяйству | Admin | xx2 | 0 | 23.06.2011 18:40 |
| Современные средства и технологии неразрушающего контроля | Admin | xx2 | 0 | 20.06.2011 20:42 |
| Современные технологии подготовки кадров | Admin | xx3 | 0 | 02.06.2011 06:35 |
| [Статья] Современные психологические технологии управления оперативным персоналом | Толян | Ж/д статьи | 0 | 26.07.2010 13:14 |
| Ответить в этой теме Перейти в раздел этой темы Translate to English |
| Возможно вас заинтересует информация по следующим меткам (темам): |
| Здесь присутствуют: 1 (пользователей: 0 , гостей: 1) | |
|
|










