Ремонт тележек грузовых вагонов
Износы и повреждения тележек. Наиболее часто износы трущихся пар в тележках 18-100 и 18-109 возникают в стенках отверстий кронштейнов боковых рам для валиков подвесок тормозных башмаков и кронштейнов «мертвой точки» надрессорной балки.
Для шарнирных соединений тормозной передачи (валик-втулка) также характерно истирание соприкасающихся поверхностей, вследствие чего между ними увеличиваются зазоры. Интенсивно изнашиваются трущиеся поверхности фрикционных устройств.
На восстановление нормальных зазоров в шарнирных соединениях и пазах трения обращают особое внимание. Исследованиями установлено, что с увеличением зазоров в сопряжениях возрастают действующие на них динамические нагрузки и соответственно увеличивается темп нарастания износов трущихся деталей. Поэтому при капитальном ремонте зазоры в подвижных соединениях доводят до указанных в рабочих чертежах на новые изделия. Относительно реже наблюдаются износы направляющих и опорных поверхностей буксовых проемов боковых рам.
Под пятниковые места надрессорных балок (подпятники) изнашиваются по внутренним граням наружного бурта, опорной поверхности и стенкам отверстия для шкворня. Наиболее интенсивно изнашиваются внутренние поверхности бурта по оси, совпадающей с продольной осью вагона. Средневзвешенная интенсивность износа составляет 0,75—0,8 мм в год. Интенсивность износа бурта вдоль вагона в 2—2,5 раза больше, чем поперек его. Скорость износа опорной поверхности подпятника составляет 0,4 мм в год. По условиям нормальной работы пятника в подпятнике наибольший износ внутренней поверхности наружного бурта может быть допущен не более 10 мм по диаметру, а износ опорной поверхности в подпятнике — не более 7 мм. При повышенных износах в направлении продольной оси вагона пятника и подпятника появляется возможность относительного перемещения и соударения их, что может привести к повреждениям надрессорной балки, отколу внутреннего бурта подпятника и трещинам в пятнике.
В пятнике, взаимодействующем с подпятником, изнашиваются опорная пята, боковая цилиндрическая поверхность и стенки отверстия для шкворня. Однако в отличие от подпятника интенсивность изнашивания цилиндрической поверхности пятника значительно меньше, чем подпятника, и составляет 0,35 мм/год вдоль вагона, а поперек вагона еще меньше. Шкворни изнашиваются незначительно.
На работу фрикционных гасителей колебаний тележки существенное влияние оказывает износ фрикционных планок, работающих в паре с фрикционными клиньями. При изнашивании на планке образуется углубление, по бокам и внизу которого имеются ступени выработки, ограничивающие в процессе движения вагона вертикальное и горизонтальное перемещение клиньев, нарушая тем самым нормальную работу гасителей колебаний и рессорного подвешивания тележек.
Ступенчатый износ фрикционной планки приводит к ударам клина и планки при движении вагона, что вызывает рост динамических и горизонтальных сил, а также нарушение крепления планок. Особенно эти отрицательные явления проявляются при износе планок более 4—5 мм, в связи с чем нельзя допускать их износ больше указанного, поэтому замена или ремонт планок должны быть приурочены к капитальному ремонту. Изнашивание наклонных плоскостей надрессорных балок до предельного состояния, как правило, наступает к 10—12 годам. Согласно Руководству по капитальному ремонту грузовых вагонов, наплавка этих плоскостей производится при износе более 2 мм.
К повреждениям относятся неисправности, появившиеся в результате неправильной эксплуатации вагона или нарушений технических условий и технологии в процессе изготовления тележек: трещины и изломы в литых несущих элементах (боковые рамы, надрессорные балки), трещины и изломы валиков, подвесок тормозных башмаков и др. В напряженных зонах боковых рам тележек наиболее часто появляются трещины в буксовом проеме в месте перехода к наклонному поясу й в нижних углах проема рессорного комплекта, реже в верхнем поясе и в наклонном.
При анализе случаев появления трещин, разрушении надрессорных балок и боковых рам тележек в эксплуатации было установлено, что основными их причинами явились скрытые дефекты в литье (раковины, неметаллические включения), горячие трещины литейного происхождения, несоответствие металла техническим условиям на литье по химическому составу и механическим свойствам, в результате усталостных явлений металла, из-за наличия на поверхностях деталей острых забоин или ожогов от электросварки, которые явились концентраторами напряжений.
Технология ремонта. Двухосные тележки моделей 18-100 и 18-109 ремонтируют на вагоноремонтных предприятиях, как правило, поточным методом. Используется метод стендовой сборки и непоточный.
При поточном методе ремонта в депо тележка после мойки на двухзонной гидромониторной машине поступает на первую позицию механизированной поточной линии, где ее с помощью подъемника снимают с колесных пар и устанавливают на каретку конвейера. Колесные пары направляют для ремонта на колесный производственный участок.
С пульта управления тележку поворачивают на 90° для снятия рычагов тормозной передачи и одного триангеля, затем на 180° для выполнения аналогичных операций с другой стороны, после чего раму устанавливают в исходное положение и ее подают на вторую позицию, где снимают пружинные комплекты также с поворотом тележки на 180°.
На третьей позиции с помощью специального устройства боковые рамы тележек раздвигают, надрессорную балку поворачивают кантователем для осмотра и выявления трещин на опорной колонке и подпятниковом месте, а также для замера износов под-пятникового места и рабочих поверхностей балки. Боковые сколь-зуны разбирают, детали их осматривают, обмеряют, негодные заменяют и вновь собирают, но болты не шплинтуют.
В боковых рамах тележки осматривают места возможного возникновения трещин, проверяют прочность крепления фрикционных планок, измеряют расстояние между ними в горизонтальной и вертикальной плоскостях, замеряют износ стенок отверстий в кронштейнах валиков подвесок тормозных башмаков или проверяют состояние сменных втулок. При необходимости сверления отверстий в кронштейнах боковые рамы подают на радиально-сверлильный станок.
Для сварочно-наплавочных работ, которые по времени невозможно выполнить в течение такта работы конвейера, боковые рамы и надрессорные балки подают в газоэлектросварочное отделение и затем на станки для механической обработки. На третью позицию для сборки вместо них подают заранее отремонтированные из соответствующего накопителя.
Затем каркас тележки (боковые рамы и надрессорная балка) перемещают на четвертую позицию, где окрашивают места под пружины и устанавливают пружинные комплекты. Позиция оборудована специальным гидравлическим подъемником.
На пятой позиции на кронштейны боковых рам навешивают отремонтированные триангели и собирают рычажную передачу. После этого тележку поднимают гидравлическим подъемником и опускают на подготовленные колесные пары, зафиксированные на рельсовой колее по базе тележки.
Собранную тележку обмеряют и сдают приемщику.
На вагоноремонтных заводах имеется несколько механизированных поточных линий: для разборки тележек, для ремонта над-рессорных балок, боковых рам, триангелей, сборки, окраски и сушки тележек.
Ремонт боковых рам тележек заключается в основном в восстановлении изношенных трущихся поверхностей. При наличии любых трещин в напряженных зонах боковые рамы бракуют. Разрешается заваривать продольные трещины в стенках и буртиках кронштейнов для валиков подвесок башмаков.
Фрикционные планки при капитальном ремонте ставят только новые или отремонтированные с размерами новых. При деповском ремонте можно использовать планки с износом по толщине не более 4 мм. Изношенные планки наплавляют специальными электродами с последующей механической и термической обработкой. Твердость металла после термической обработки должна быть не ниже НВ 286. Плотность прилегания планки к поверхности боковой рамы проверяют пластиной щупа толщиной 1 мм, которая не должна проникать в зазор.
Если фрикционные планки исправные, то проверяют расстояние между ними и их параллельность в вертикальной и горизонтальной плоскостях. Это расстояние в верхней части должно находиться в пределах 636—628 мм, в нижней части дат ж но быть больше верхнего на 4 — 6 мм. Непараллельность планок в горизонтальной плоскости допускается не более 2 мм.
Отверстия для валиков подвесок тормозных башмаков, имеющие выработку по диаметру свыше 3 мм при деповском ремонте и 2 мм при капитальном, растачивают до диаметра 45“0,6' мм для постановки сменных волокнитовых втулок. Укрепляется втулка в отверстии кронштейна эпоксидным клеем. Перед нанесением клея посадочные поверхности втулки и отверстия обезжиривают ацетоном. Клей затвердевает в процессе ремонта тележек (окончательное отвердение через 24 ч). Изношенные волокнитовые втулки при капитальном и деповском ремонте заменяют новыми.
Если отверстие в кронштейне разработано до диаметра более 45,62 мм, то разрешается наплавлять изношенные места с последующим растачиванием под запрессовку типовой втулки или кронштейн рассверливают до диаметра 50,62 мм и ставят вгулку, изготовленную из стали СтЗ, с натягом 0,025—0,075 мм. внутренним диаметром 45 мм и длиной, равной длине кронштейна. После запрессовки втулку обваривают сплошным швом по периметру.
Для уменьшения отрицательного влияния вибродинамических нагрузок на детали шарнирного соединения подвески тормозного башмака при плановых ремонтах устанавливают в отверстия подвесок специальные резиновые втулки из морозостойкой резины. Отверстия в подвеске должны иметь диаметр 42 -0 2 мм. Па прилегающих к этим втулкам поверхностях кронштейна его втулки, валика и подвески зачищают острые кромки, заусенцы, риски, а отверстия в самих втулках смазывают тонким слоем консистентной смазки. Применение резиновых и волокнитовых втулок повышает в 6—8 раз стойкость шарнирного соединения подвески башмака при циклических нагружениях.
Наплавочные работы на направляющих буксового проема боковой рамы проводятся в том случае, если между ними и буксой суммарные зазоры превышают указанные в табл. 7. 1.
Изношенные поверхности боковых рам наплавляют электродами ОЗН-ЗОО, 03H-400 на полуавтоматах или порошковой проволокой, а заварку трещин в кронштейнах подвесок башмаков производят электродами Э42А с предварительным местным подогревом до 200 250°С и последующим медленным охлаждением.

При ремонте надрессорной балки (рис. 7.8) разрешается заваривать: продольные трещины 5 опорной поверхности подпятникового места, но не переходящие через наружный бурт на плоскость верхнего пояса; поперечные трещины 6 опорной поверхности подпят-никового места при условии, что суммарная длина не превышает 250 мм; трещины 11 внутреннего бурта, выходящие и не выходящие на опорную поверхность подпятникового места; кольцевые трещины 7 опорной поверхности подпятникового места при суммарной длине их не более 250 мм; продольные трещины 8 верхнего пояса, идущие от технологического отверстия к концевой части балки длиной не более 250 мм или к подпятниковому месту, но не переходящие на наружный бурт; трещины 9 в углах между ограничительными буртами и наклонной плоскостью для клина.
Разрешается: наплавлять наклонные плоскости 12 надрессорных балок; наплавлять выработки 10 опорной поверхности подпятникового места при условии, что глубина выработки не более 7 мм;
наплавлять отколы наружного и внутреннего буртов подпятникового места и их выработку при оставшейся толщине буртов соответственно не менее 11 и 7 мм и глубине не более 32 мм, что определяют при помощи специального шаблона до наплавки и им же после наплавки и обработки резанием; восстанавливать повреждение опоры коробок скользунов путем устранения поврежденные и приварки новой верхней части скользуна; направлять упорные ребра 3 надрессорных балок, ограничивающих смещение пружин. Трещины 1, 2, 4 заварке не подлежат и балка бракуется.
Сварочные работы выполняют электродами Э42А, наплавочные — электродами ЭН-14ГЗ-25.
Балки с трещинами в основном металле нижнего пояса и вертикальных стенках бракуют. Заварку трещин и наплавку изношенных поверхностей на балках выполняют при температуре окружающей среды не ниже 5°С в такой последовательности: трещину разделывают под углом 60±5,J на всю длину и глубину, после чего заваривают за два прохода; корневой шов накладывают электродом диаметром 3 мм, а последующие швы — электродами диаметром 4—6 мм.
Фрикционные клинья наплавляют при износе не менее 2 мм, но не более 8 мм (при большем износе их заменяют). Износ, а также правильность размеров клина после ремонта проверяют шаблонами.
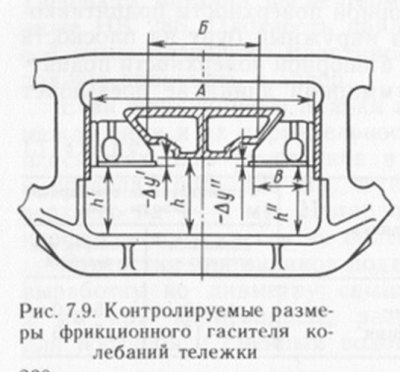
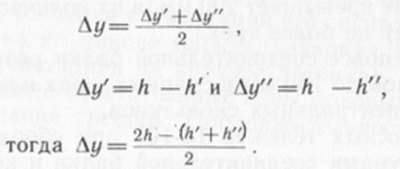
Для создания необходимого трения в рессорном подвешивании у тележек 18-100 и 18-109 проверяют положение фрикционных клиньев относительно надрессорной балки. Опорные плоскости клиньев должны находиться ниже уровня опорной плоскости надрессорной балки на 4—8 мм. Для этого собранную тележку подкатывают под вагон или нагружают надрессорную балку на стенде нагрузкой, соответствующей заданному типу вагона. Положение фрикционных клиньев определяется разностью Ду (рис. 7.9) уровней опорных плоскостей надрессорной балки и фрикционных клиньев, которая вычисляется как среднее значение разности уровней двух клиньев одного рессорного комплекта:
Положение уровня клиньев относительно надрессорной балки зависит от расстояния А между фрикционными планками, размера Б надрессорной балки и размера В фрикционных клиньев (табл. 7.2).
Проверяют уровень фрикционных клиньев с помощью шаблона. Для того чтобы опорная плоскость клиньев была ниже уровня надрессорной балки на 4—8 мм при постройке и капитальном ремонте вагонов, необходимо иметь три градации размера клиньев: 234, 236 и 238 мм.
В собранной тележке, кроме того, проверяют суммарные зазоры между вертикальными плоскостями фрикционных клиньев и буртами направляющих боковых рам. Эти зазоры должны быть не менее 10 и не более 35 мм. Зазоры между упорными ребрами клиньев и буртами наклонных плоскостей надрессорных балок не менее 7 и не более 25 мм.
У соединительных балок тележек наплавляют изношенные поверхности центрального подпятника, если глубина износа опорной плоскости не более 7 мм или оставшаяся толщина внутреннего бурта не менее 7 мм, а наружного не менее 4 мм. Работы ведут ручным способом электродами Э46 и Э42А или полуавтоматическим сварочной проволокой Св-08 с последующей обработкой резанием.
Трещины в зоне колонки центрального подпятника и трещины в зоне крайних пятников заваривают в том случае, если длина каждой трещины не превышает 200 мм, а их количество на одном подпятнике (пятнике) не более трех.
В верхнем поясе соединительной балки разрешается заваривать трещины длиной до 150 мм в сварных швах или в основном металле кронштейнов центральных скользунов.
У четырехосных тележек 18-101 при сборке проверяют зазоры между скользунами соединительной балки и колпаками скользунов надрессорных балок в сумме с обеих сторон каждой тележки, которые должны быть не более 12*и не менее 8 мм. Зазоры регулируют постановкой под скользуны стальных прокладок толщиной 1—4 мм в количестве не более четырех. Отсутствие зазоров между скользунами, расположенными по диагонали, не допускается; зазоры А (рис. 7.10) между скользунами рамы вагона 2 и соединительной балки /, которые в сумме с обеих сторон каждой тележки должны быть не более 12 и не менее 4 мм и зазоры Б между скользунами соединительной балки 1 и надрессорных балок 3 тележек, которые в сумме с обеих сторон допускаются не более 6 и не менее 3 мм при деповском ремонте, не более 10 и не менее б мм при капитальном.
Неразрушаюший контроль. Для контроля боковых рам тележек используют цветной метод дефектоскопии (метод красок). Рамы перед проверкой очищают, смачивают проникающей жидкостью с красителем, наносят меловой раствор, просушивают после каждой операции. Чувствительность этого метода к дефектам на грубообработанной поверхности литых деталей невелика.
Феррозондовый метод магнитного контроля позволяет обнаруживать скрытые усталостные трещины на глубине до 3 мм. обладает высокой чувствительностью к поверхностным трещинам. Можно выявлять дефекты под различными наслоениями (ржавчина, окалина, затвердевшие загрязнения и т. п.).
Уральским отделением ВНИИЖТа создана феррозондовая дефектоскопная установка ДФ-1, которая состоит из стационарного намагничивающего устройства и портативного электронного индикаторного блока. Намагничивающее устройство представляет собой четыре электромагнита постоянного тока, на опорные полюсы которых устанавливают каркас тележки. Полюсы замыкают магнитную цепь между ними и боковыми рамами. Индикаторный блок — это генераторно-усилительное устройство для питания феррозондоиого датчика, преобразователя, усиления и индикации его сигналов. Индикация стрелочная (стрелка на панели блока), звуковая (телефонные наушники) и сетовая (светодиод на корпусе датчика).
Контролируют наиболее ответственные зоны боковых рам, в которых возможно появление трещин. Продолжительность проверки одной тележки около 5 мин.
Admin добавил 30.10.2013 в 22:19
Вы можете дополнить или изменить данную статью, нажав кнопку Редактор