| |       |
Температура кромок трубы как залог прочного шваПри сварке трубопроводов качество соединения напрямую зависит от температуры свариваемых кромок. Холодный металл приводит к образованию трещин и снижению прочности шва. Перед началом работ кромки необходимо прогреть до определённой температуры. Эта процедура называется предварительным подогревом. Зачем нужен предварительный подогревПредварительный нагрев кромок удаляет влагу и выравнивает температуру по всей поверхности стыка. Особенно это важно для толстостенных труб и при сварке в холодное время года. Использование специализированного оборудования позволяет контролировать температуру с высокой точностью. Именно для таких задач применяется установка подогрева кромок труб для сварки, работающая на принципе индукционного нагрева. Такой подход исключает прямой контакт с открытым пламенем и даёт равномерный прогрев. Применение подогрева решает несколько практических задач:
Особенности индукционного метода нагреваИндукционный нагрев выполняется без использования газа или открытого огня. Ток высокой частоты создаёт магнитное поле, которое разогревает металл изнутри. Такой способ быстрее и безопаснее газовых горелок. Кроме того, индукционное оборудование позволяет выполнять не только предварительный подогрев, но и местную термообработку после сварки. На рынке представлены модели разной мощности, например, с возможностью нагрева до 300 градусов для сварки и до 760 градусов для отпуска швов. Основные возможности оборудования:
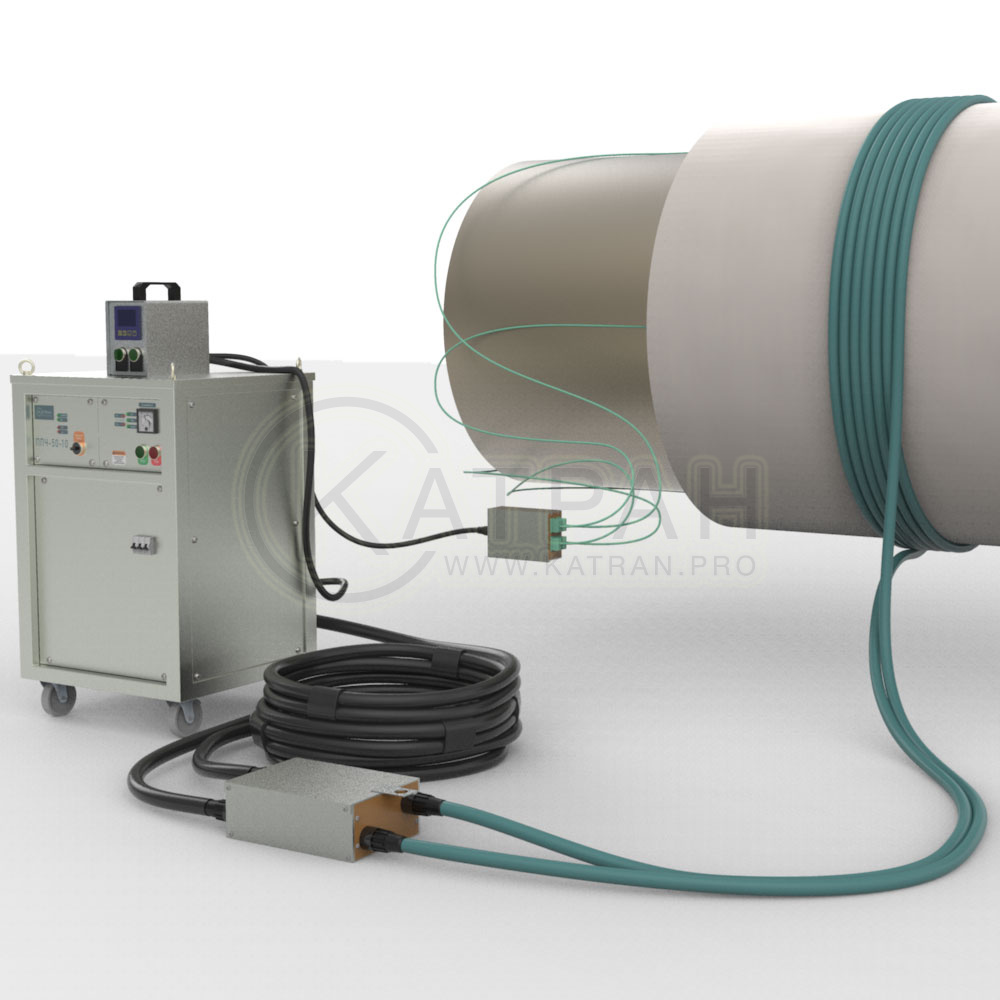
Практические нюансы работы с индукционным нагревомУстановка включает высокочастотный генератор до 63 кВт, пульт управления и гибкий индуктор в виде мата. Индуктор покрыт износостойкой тканью, что позволяет крепить его на сложные поверхности. Для контроля температуры применяется термопара. Оператор видит реальный нагрев металла на пульте. Воздушное охлаждение не требует подключения к водопроводу. Оборудование стабильно работает на открытых площадках в широком диапазоне температур. Для разных диаметров труб подбирают соответствующие индукторы. Раздвижные модели удобны при сушке праймера на стыках и работе с фасонными деталями. Равномерный подогрев позволяет избежать таких дефектов, как холодные трещины и несплавления, что важно при строительстве магистральных трубопроводов. Даже при использовании высокопроизводительного оборудования необходимо строго соблюдать температурные режимы, рекомендованные технологической картой сварки. Грамотный подогрев кромок перед сваркой напрямую влияет на долговечность трубопровода. Индукционные установки дают точный контроль температуры и равномерный прогрев. Такое оборудование сертифицировано и подходит для работы в любых климатических условиях. |